Making a Novatec Hub
Novatec may not be a familiar name for those in the West. They are pushing to get your attention though, signing Kyle Strait, Eric Carter and Brian Lopes in 2012. While the name may not ring any bells yet, there is a fair chance that if you have an OE-branded hub on your bike that it was made in their factory, as they are one of the biggest suppliers out there. We were invited to their factory in Taichung, Taiwan, to follow the production of one of their hubs from start to finish.
With a factory of this size they can't alter production just for us, so this article features several different types of hub through production, but they are all made in the same way, on the same machines - just the technology and material quality changes as you go up through the range.
www.novatecusa.net
With a factory of this size they can't alter production just for us, so this article features several different types of hub through production, but they are all made in the same way, on the same machines - just the technology and material quality changes as you go up through the range.
 |
 |
 This is how a hub starts life - as a solid rod of aluminum. There are probably precise details of the grade on the cards at the end of the rack, but my Chinese is not good enough to translate it. Different parts are made from different size rods, but every major part of the hub starts life like this. It is then chopped to length, ready for cold-forging. This is how a hub starts life - as a solid rod of aluminum. There are probably precise details of the grade on the cards at the end of the rack, but my Chinese is not good enough to translate it. Different parts are made from different size rods, but every major part of the hub starts life like this. It is then chopped to length, ready for cold-forging. |
 |
| This hellish-looking thing is the cold-forging press. On the day we visited it was out of order for maintenance, but it makes little difference as we wouldn't be able to see inside anyway. Essentially, the metal is forced into a mold under extreme pressure, like putty. To make metal deform like that you need mind-bending amounts of force - this machine develops 500 tons - it's hard to even try and get your head around those kind of numbers when you consider that a single ton is more than the human body could bear. |
 |
 |
 |
| The raw parts are then heat-treated. In the simplest terms, the metal is cooked and it loses the softness that allowed it to be pressed into shape - after heat treatment the metal would shatter rather deform. This means it can't be reformed, but it will hold its shape, as you wouldn't want your hub body deforming. |
 |
| This is a hub body after heat-treatment. You can see that complex details are already there from the forging process, but there is excess material around the outside of the shell and it is covered in a layer of carbon from the oven. |
 |
 |
 |
 |
| Although the basic shapes are there from forging, the tolerances aren't tight enough yet, so next the parts are polished and CNC'd. Excess material is removed and they are cut back to the exact sizes and specifications they need to function together as a hub. |
 |
| Before and after. You can see the difference between the raw hub shells that arrive from heat treatment and the refined pieces that leave to be anodized. Like most companies, Novatech get the anodizing done by another company at another location. |
 |
 |
| Once the hubs return from anodizing the decals are applied by hand to each hub with painstaking precision. |
 |
 |
 |
| Finally, they are sent upstairs for assembly. It is surprising how many different processes and stages there are to put a hub together, and all of it must be done by hand. First off the bearings are pressed using a hydraulic press to seat them precisely. |
 |
 |
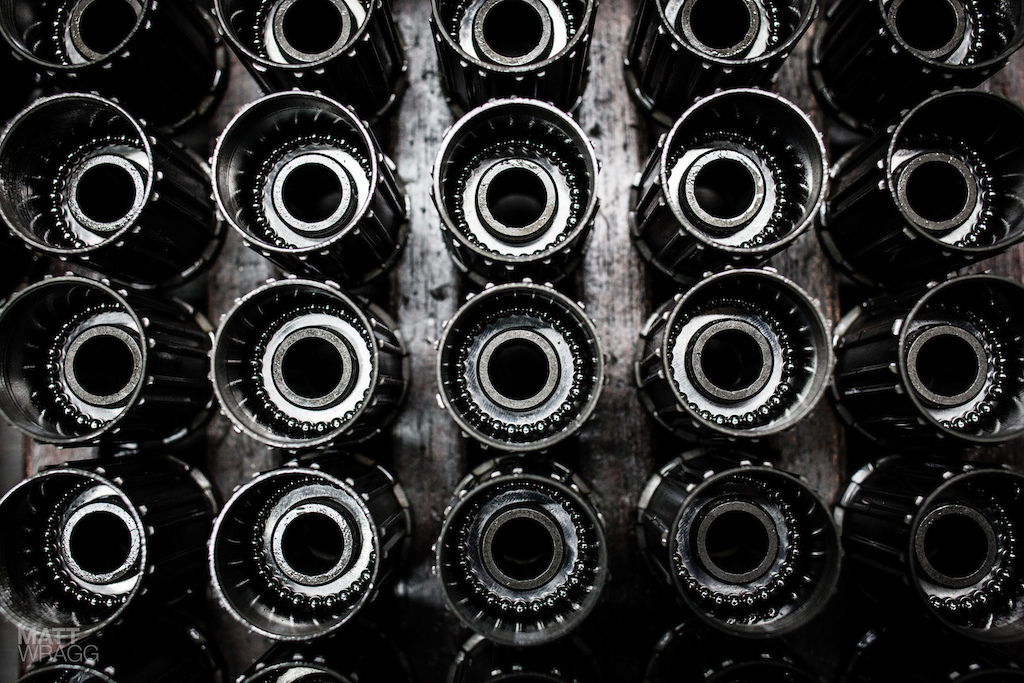 |
| Assembling the freehub is incredibly involved and the number of small parts that must be put in there is surprising. |
 |
 |
| With the freehub done there are still two more stages to complete the process, ending with tightening it all together. |
 |
| This is the most impressive part of the process - the people who assemble the hubs are trained to listen to the exact sound the hub should make and can pick up faulty ones simply from the noise they make when the freehub is spun. This is repeated several times throughout production by several different people to make sure dodgy freehubs don't make it out of the factory. |
 |
| Finally you have it - a finished hub. This one is actually a pre-production sample of one of their high-end Factor hubs that they will be launching this year, packed full of interesting ideas like super-fast engagement and a reinforced freehub body. |
 |
 |
| Not all hubs leave the factory straight away - their higher-end ones that are to be made into wheelsets go upstairs to be built by hand. The wheelbuilders each make more than 100 wheels a day and to watch the speed and accuracy of their work is amazing. |
www.novatecusa.net
Author Info:

Must Read This Week
[UPDATED] Final Elite XC Results & Overall Standings from the Mairiporã XC World Cup 2024
42407 views
42407 views
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
is there video of the guys doing this incredibly fast wheel building? i would love to see it, it would be only 6 minutes long apparently
8 hours = 4 minutes and 48 seconds per wheel
9 hours = 5 minutes and 24 seconds per wheel
10 hours = 6 minutes per wheel
11 hours = 6 minutes and 36 seconds per wheel
12 hours = 7 minutes and 12 seconds per wheel
That is just crazy! Makes me feel like I though be more appreciative of pre-built wheels and how hard these people work.
Note "wheelbuilders".. plural
www.pinkbike.com/news/Hope-Technology-Factory-Tour-Video.html
I'm not saying that Novatec is shitty. I'm just trying to show people why it is normal that parts designed, made and tested by a small company in UK (could be anywhere else outside far east) cost more.
I'm glad some company still refuse to relocate or outsource in Asia. That's what allow innovation, good quality, good aftermarket service, environmental responsibility...
So everyone must be careful of shortcuts. There are reasons why two parts with the same purpose, that look more or less the same have different prices. And worth than that they are no reason that parts outsourced by big brands cost as much as parts made inland by small companies.
Sometimes the ones who rob us are not the ones we think.
I have had around 8-10 Novatec hubs - NONE of them have failed over several years. No problems at all.
As for Hope - for me alone - one hub - broken axle other hub ripped out spoke flange and the third - broken pawls - just pain in the a**...
As well as my friends bought new pawls each year because of the breakage..
I know that it is a small group of people, but you can actually say something from that.
Dude, you dont buy new pawls because they brake, you buy new pawls because they have to do with friction and they wear out. It's like the jockeys on a derailleur .
Sorry to hear that your Hope hub broke though, I've only had good experience with them
You obviously haven't seen I9 or Stratline factories
Anyhow - to make a hub you need a cold forge, hot wire cutter, anodizing plant, polishing plant and a cnc mill. It is not that simple.
As for the comment further up, China does not only make cheap stuff, they make all level from top notch quality to stuff you wouldn't want to touch. It all comes down to what the purchaser wants and is willing to pay. China is in fact extremely efficient at making goods exactly to the buyers request. Plus, most of the market there is extremely over-saturated so production isn't really driven by cost since there is very narrow margins. It's mostly dependent on how much of a markup the supplier/distributor will put on the product they've purchased.
Imo - best price/performance. I have never had any problems at all. Not the same for hope.
www.joy-tech.com.tw
There's a link to the Novatec homepage right off the joytech main page. As I said lastnight (though like many early commentators to a story, the message soon vanished into the sub-ether), Novatec is to Joytech as Maxxis is to Cheng Shin Tires.
The factory build wheels i had where actually for XC, but i used them 1,5 years for AM riding and they are still going strong after 2 years on my cousins bike!
Right now i use a DH Novatec hub for my front wheel with DT spokes and a MTX31 rim, they are just as good or even better then most "big" brands.
Oh and they are cheap!!!
As someone pointed out, Superstar's hubs are Novatec OE, and appear to be a bargain. However, at Superstar you only get one set of adapters with the hubs and no bolt through QR (all sold separately). If you can source the Novatec branded hubs (my LBS got them here in Japan, thanks Ogawa san at Wilson) then they come with all the adapters and QR axels in the box, which made them cheaper than the equivalent Superstar set of hubs/adapters etc.
If you build your own wheels, give a set a go if you can find them!!!! You won't find them on the usual online megastores, you will have to dig deeper, or why not give your LBS the chance to shine and get you some??
www.youtube.com/watch?v=5lGKdRxdYKI
www.dailymotion.com/video/x9ak1p_manufactured-landscapes_shortfilms
Novatec hubs are solid parts for a good price...thats a fact that even you can´t argue with