The Secret Life Of A Hayes V-series Rotor
We take a closer look at how a Hayes V-series rotor begins life as a massive roll of steel, and becomes the finished product that their new Prime brake system uses.
The Secret Life series lets you look beyond the packaging and flash to see what it takes to bring to life the products that we use.
The Secret life of a Hayes V-series rotor
• The stainless steel is purchased in a large continuous roll; like toilet paper, but without the perforations or 2 ply thickness.
• The stamping press straightens the strip through rollers, then stamps out the shape. It’s a progressive die, meaning the rotor geometry is created by stamping the part multiple times with various dies. One hit removes material in the center for the hub, one punches out the cooling holes in the rub area, one creates the ‘spokes’ in the center, etc. The last hit is the one that punches the rotor out of the strip. Like making cut-out cookies, the rotor goes on for further processing and the rest of the strip is recycled.
![photo]()
• Then the critical dimensions of the rotor are machined. Things like the mounting holes and the lobes that locate the hub.
• After that the rotor is ED coated. The whole rotor is essentially painted black. This keeps the “as-stamped” surfaces (those created from the stamping process that do not get machined or ground afterwords) from oxidizing.
• The stainless steel we use is called martensitic stainless steel. It has very high strength, is heat treatable and machinable, but does not have the best corrosion resistance, compared to other grades of stainless steel. The ground and machined surfaces of the rotor have a very smooth surface finish, almost mirror-like, which keeps oxidation (rust) to a minimum, but the rougher as-stamped surfaces will begin to show red rust over time if not protected as the high amounts of iron in the stainless begin to oxidize or rust.
• The rotors are ground to the proper thickness and flatness. This removes the ED coating off the part, except for the as-stamped edges.
![photo]()
• Then the rub area of the rotor is heat treated to increase hardness and reduce the wear rate. The heat treat is a special, proprietary process that maintains the flatness of the rotor.
• The rotors are then ready for use. Bicycles are of course lighter than most all other vehicles with disc brakes, but in the ultra weight conscious bike industry, the mass of the rotor is minimized creating extreme usage conditions that match or exceed the harshest motor racing environments.
• Temperatures reach over 1000 deg F in the rub area, but remain much cooler at the hub. This creates a thermal stress as the rub area expands with heat, but the hub area doesn’t. The rotor needs to be able to allow this expansion, but still remain flat and return to its original form when cool. All this in addition to the brake torque loads.
![photo]()
www.hayesdiscbrake.com
A brake rotor is a simple looking part, but presents a formidable design challenge. Did you learn something new today? Let's hear what you think - put those comments down below.
The Secret Life series lets you look beyond the packaging and flash to see what it takes to bring to life the products that we use.
• The stainless steel is purchased in a large continuous roll; like toilet paper, but without the perforations or 2 ply thickness.
• The stamping press straightens the strip through rollers, then stamps out the shape. It’s a progressive die, meaning the rotor geometry is created by stamping the part multiple times with various dies. One hit removes material in the center for the hub, one punches out the cooling holes in the rub area, one creates the ‘spokes’ in the center, etc. The last hit is the one that punches the rotor out of the strip. Like making cut-out cookies, the rotor goes on for further processing and the rest of the strip is recycled.
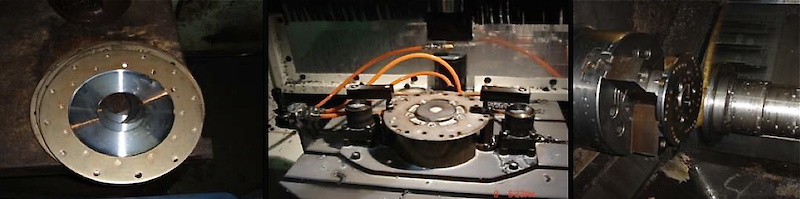
The Hayes V-series rotor in various stages of production. If you thought that making a rotor was a quick and simple process, you thought wrong.
• Then the critical dimensions of the rotor are machined. Things like the mounting holes and the lobes that locate the hub.
• After that the rotor is ED coated. The whole rotor is essentially painted black. This keeps the “as-stamped” surfaces (those created from the stamping process that do not get machined or ground afterwords) from oxidizing.
• The stainless steel we use is called martensitic stainless steel. It has very high strength, is heat treatable and machinable, but does not have the best corrosion resistance, compared to other grades of stainless steel. The ground and machined surfaces of the rotor have a very smooth surface finish, almost mirror-like, which keeps oxidation (rust) to a minimum, but the rougher as-stamped surfaces will begin to show red rust over time if not protected as the high amounts of iron in the stainless begin to oxidize or rust.
• The rotors are ground to the proper thickness and flatness. This removes the ED coating off the part, except for the as-stamped edges.
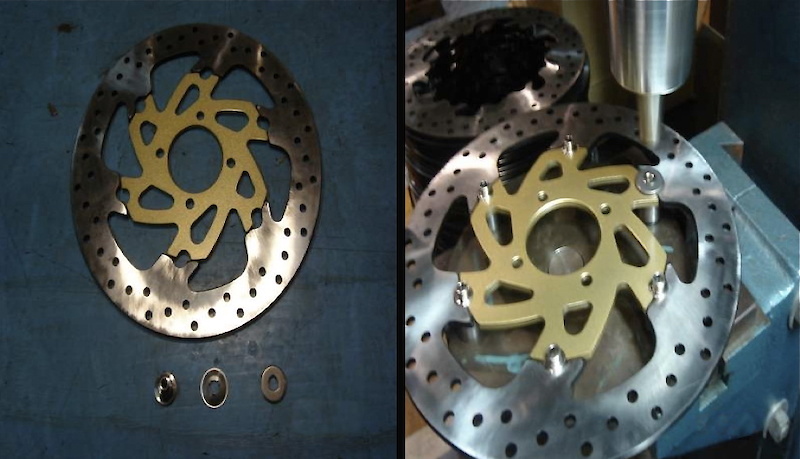
Two pieces become one when the steel braking surface is riveted to the aluminum carrier
• Then the rub area of the rotor is heat treated to increase hardness and reduce the wear rate. The heat treat is a special, proprietary process that maintains the flatness of the rotor.
• The rotors are then ready for use. Bicycles are of course lighter than most all other vehicles with disc brakes, but in the ultra weight conscious bike industry, the mass of the rotor is minimized creating extreme usage conditions that match or exceed the harshest motor racing environments.
• Temperatures reach over 1000 deg F in the rub area, but remain much cooler at the hub. This creates a thermal stress as the rub area expands with heat, but the hub area doesn’t. The rotor needs to be able to allow this expansion, but still remain flat and return to its original form when cool. All this in addition to the brake torque loads.

After a lot of work, this is the finished product. This V-series floating rotor is used on the new Hayes Prime brakes and is available in 140, 160, 180, 203, 224 mm
A brake rotor is a simple looking part, but presents a formidable design challenge. Did you learn something new today? Let's hear what you think - put those comments down below.
Author Info:

Must Read This Week
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
hayes have had the, out for ages :s
www.twi.co.uk/content/kspw002.html
its probably closer to something like say soldering/brazing rather that actual welding
which was used when making the ford gt
also friction and brazing/soldering are not welding as such, its more a joining method. welding melts the materials together.
also hayes brakes never were the best even being around for so long but this could finally be a step in the rite direction?
trying to find a more informative link, but i was talking about this style
Will ask again.. price? Are these better, that Hope, or Avid.. and others, or not?
Planning to buy new brake discs, would be good to know the answer.
Great power,low weight and easy fixing. And XT are also not so expensive.
The other really interesting brake is Formula The One but it;s not cheap at all. Still the lightest and one of the most powerful downhill brakes on the market.
Cheers
Then you find an avid brake for $40 on here, and toss the hayes to the back of the toolbox.
I'm gunning for hayes to take off again
Oh, and i've ridden Juicy 7's, Hope Mono M4's, Moto V2's, Juicy 5's, Strokers and a got the chance to ride a Formula The One. So my opinion counts just as much as every other person on this site.
You are the epitome of bikers who think that if they splash $$$$ on a bike it instantly makes them better. It doesn't. And it doesn't make you any 'cooler' either.
And Kona's are grom bikes, awkward geo, crappy suspension. They are cheap entry level bikes, ridden by entry level riders.
I never once said spending loads of money makes you better.
I've probably spent less on building my Wildcard than you have on buying/building your stinky. It's a better bike and allows me to be a better rider.
Sure, I've read plenty of negative reviews on all of these products, but I've had some great experiences with both brands so far.
Unhallowed needs to figure out that any product under any name has a bad apple or two in the bunch. I'm no fanboy of any brand, but in 2 circumstances, Hayes has come through when Avid has failed. Unhallowed is posting pure fanboy, or even worse, elitist drivel. This guy has to be under 17 years old.
By the way, the Banshee Wildcard is pretty much the same thing that Kona is making - Go figure.
Cool to see how those rotors are made!
I made do with what I could afford when I was younger. It was also before I knew any better.
Why don't you go spend some time in the forums, talk to people who have been biking all their life and listen to the horror stories about kona and hayes and all the crappy parts and companies out there.
Okay, so i'm a university student... The little money that I have goes on living costs and alcohol. Being able to afford to buy a Kona 4 years ago was lucky enough for me. The fact that it was my first full suspension MTB meant I was at least being modest in my purchase. If i'd gone and done a yamy and decided I need the best of the best to do 4ft drops then i'd accept that I was a f*ggot that sucked. But no... I, for once, would like to blow my own trumpet and proudly say that I have gone far on the so called "mediocre" bike I own and I shred as good as, if not slightly better than other riders who have spent twice the amount on their bike than I have.
I invite you to go to my video channel and watch the small compilation I put together the other day which includes all the riding footage of myself that I have, and then please tell me that my Stinky makes me a shit rider. 5 metre drop in Leogang... youtube it... Look at the bikes people do it on. Then look at the bike I do it on and tell me that a Stinky is shit and makes me "suck". I'm not saying doing a single drop makes me good but it represents a portion of what a Stinky is, and what a Stinky, when ridden well, can actually handle.
I thank all you other guys for your support. Even though I see people hating on Kona all over this site, i'm glad you can relate to my situation in this one instance.
good article
can you do a follow up on how the aluminium carrier is made?
any plans for articles showing how the brake caliper or lever is made?
Would be interesting to see the recipe: temperatures, forces, durations, pad type etc. for the event.
terrengsykkel.no/ubb/ubbthreads.php?ubb=download&Number=58934&filename=IMAG0758.jpg
Cant wait to see the new Hayes line up in the flesh, they look really good.
I'm stoked to see Hayes coming out with a modern brake, I will definitely agree that the Stroker wasn't exactly their best effort. Never had a chance to try the Aces though.