Intense Cycles Factory visit
 |
 Jeff Steber and Pinkbike's Mike Levy talk about the challenges of manufacturing handmade aluminum bikes in the US. Jeff Steber and Pinkbike's Mike Levy talk about the challenges of manufacturing handmade aluminum bikes in the US. |
Intense has a storied past as a brand synonymous with downhill racing, but began life as a part-time project in Jeff Steber's garage back in 1990. Steber's first frame, the Spyder, used a simple Horst Link and MacPherson Strut combination to control its short travel, but it also used sealed bearing pivots - something that nearly no other manufacturer was utilizing at the time. While that may sound like an obvious advantage, it was forward thinking for 1990. That same progressive logic birthed the M1 downhill race bike in 1994, a legendary machine and one of the most sought after bikes of the time.
Fast forward to 2012 and Intense is manufacturing 3800 aluminum frames per year out of their Temecula, California, facility. That number is made all the more impressive when you consider that Sapa, the US's largest frame builder and makers of Turner, Titus and many other brands, recently shut down their bicycle division due to dwindling profits. Intense is thriving and healthy, a fact shown by their recent investment in carbon fiber frames (2000 units per year), but Steber admits that he has to run a lean operation these days. Streamlining the manufacturing process at nearly every point has been a key step to Intense's progression. This includes everything from optimizing work spaces and locations, to sourcing powder coating and anodizing to be done by workshops within only a few minutes drive of where they are welded at Intense. Steber firmly believes that Intense's relatively small size and efficient workflow actually works to their advantage in some regards, "Intense has had to learn to be lean and get the most out of limited resources, focusing on our strengths," Steber explains "We are able to develop products faster as the manufacturing is at hand. This also enables us to react to trends, and create trends quickly.". There is no board of directors, nobody has to be convinced that building up a 29'er DH bike is a good idea, and no focus group tells Steber what colours to use for next year's lineup.
 |
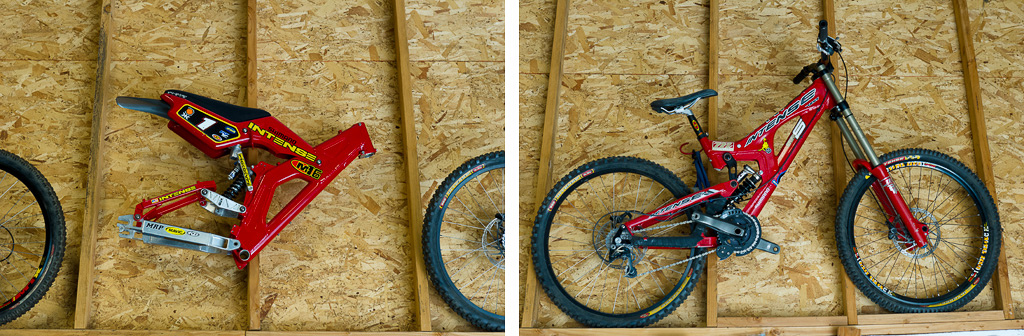
| The main man behind Intense, Jeff Steber, poses with a 2951 prototype that he was setting up in the jig as we arrived. To say that Steber, who was spending his Sunday tacking a prototype together, is a hands-on boss would be an understatement. |
Intense's big wheeled 2951 prototype immediately polarized riders when it was released a few seasons back, with many excited about the possibility of a 29" wheeled DH bike from the California builder. The bike also received just as many critical words, though, by many who won't be swayed by the larger wheel's momentum within the industry. The truth of the matter is that the first small batch (there were only two ever in existence) was only ever intended to investigate the feasibility of a 29'er DH bike - rear wheel clearance and geometry questions needed to be answered long before a production run could be considered. DRD X-fusion Intense's JD Swanguen spent quite a bit of time on the original 2951, even racing the bike to some solid results, and was reportedly very happy with it, but the 2951 project was put on hold in order for Intense to pursue other projects.
Skip ahead to the present day and Steber is revisiting the 2951 concept, although he is quick to point out that the bike is still in the early prototyping stages and he is not 100% certain that it will be added to the Intense lineup. Regardless, four or five frames are slated to be built for testing purposes, with Jeff setting up a 2951 frame in the jig during our visit that was only an hour or so away from being tacked together. The latest 2951s will be basically the same as the version that JD rode in the past, with similar geometry and sporting the same 7 - 7.5" of adjustable travel, but it looks as if there is more momentum behind the renewed project than when the first 2951 was shown. Steber also talked about the possibility of an M29 that would be based on their popular M9 downhill race frame, sounding quite convinced that there is a big travel future for 29" wheels, as long as tire development picks up steam, that is.
 |
| Prototype frames and test mules, including a CRC/Nukeproof M9 team frame, hang from wall hooks. Intense's small size and in-house facilities let them investigate concepts quickly, be it an entirely new frame layout, or simply seeing how internal cable routing pans out on a long travel design. |
 | I can fab up a proto, weld it, heat treat it and be riding it the next day. In turn for a small company we have been able to be quite prolific with models we offer. We are also able to develop the 'tweener models in between the main bike segments that the big guys do not bother with. - Jeff Steber |
 |
| Intense's ability to design and investigate at will, without the constraints that can slow down a larger manufacturer, has led to designs that are synonymous with downhill racing. Key to that success is Intense's willingness to experiment. |
 |
| Intense can boast about having some of the world's best ride their frames, be it Palmer and Kovarik under the Intense banner, or legends like Lopes and Tomac who raced the California made frames under cover of their own sponsor's branding in the past. |
 |
| Big things are afoot at Intense, with Steber constantly thinking far ahead of the current model year lineup. |
While most designers use computer modelling throughout the design process, Steber is a hold out who prefers to combine digital and analog methods. Computers play a large role in bringing an Intense to life, but "full sized drawings allow me to better visualize frame shapes, as well as reverse engineer designs", Steber says. Jeff Steber is a man of many hats, but he is still a designer and mad scientist at heart. Aluminum frames still reign supreme at Intense, but Steber knows that carbon fiber is taking a slice out of the high-end aluminum market, a fact that will challenge the company who hand welds about 3,800 frames in house per year. Steber isn't sitting back and watching it happen, though, you can bet on that. The 5.5 - 6" travel Carbine was their first full carbon frame, but expect the lineup to expand.
 |
| Intense works with SEED Engineering, a German company with an expertise in carbon fiber manufacturing, to bring its carbon fiber frames to life. The first fruit of this collaboration is the Carbine, a 5.5 - 6" travel trail bike. The finished product is manufactured in Asia, although all of its aluminum frame components - both upper and lower VPP links, as well as the G1 dropouts - are made at Intense's Temecula facilites. |
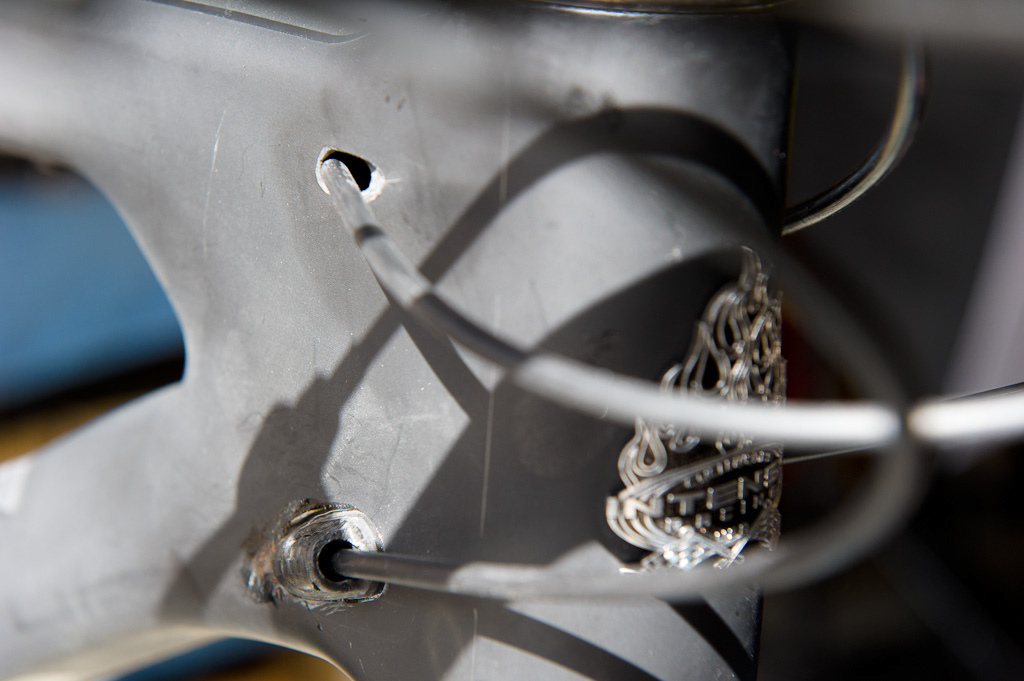 |
| Jeff's personal Carbine often serves as a rolling test bed for ideas that need to be trail tested. In this case it's figuring out the correct positioning of the openings for internal cable routing. |
 |
| Following on the heels of the Carbine is the SL version, tipping the scales at just 5lbs. Although featuring slightly less travel, 4.75 - 5.125", it employs the same geometry of its bigger brother. The Carbine SL also makes use of a carbon fiber upper VPP link, an addition that we expect to see on other Intense bikes in the future, including certain aluminum models. |
 |
| Intense recently invested in Haas CNC machines, changing over their entire production floor to the US made machinery. While it was a costly decision, Steber believes that it will pay off in the longrun thanks to their higher quality design and cheaper to maintain reputation. The Haas units being made in the US also played a role in his choice, echoing Steber's belief in supporting American made products. |
 |
| Intense doesn't just manufacture their own aluminum frames, but all of the required parts and hardware as well. This includes suspension links, dropouts, and even the thru-axles found on the back of the M9. While Steber could have easily sourced off the shelf frame hardware, not an uncommon route for builders to take, he insisted that Intense machine their own pivot bolts as well. This ensures that all frame components are within grasp and available at all times, be it for a small run of frames or quality control purposes. |
 |
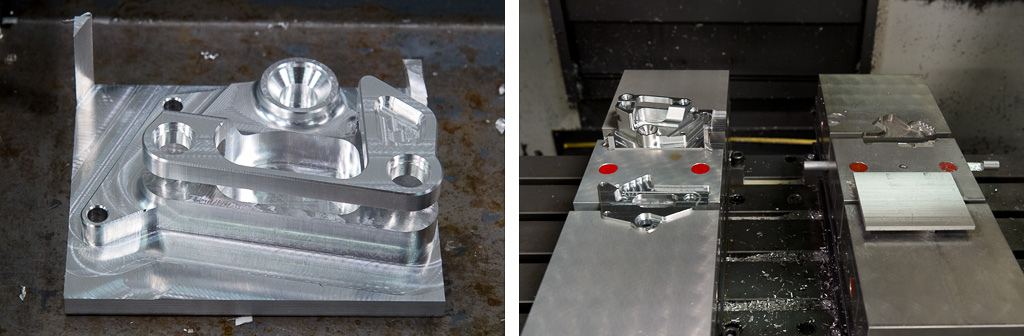
| It's easy to forget about the effort put into your hand made frame when it arrives at your local shop, shiny and looking its best. Nearly finished upper VPP links sit next to raw stock that hasn't yet been fed into the massive Hass machine, reminding us of where it all begins. |
 |
| Syntace compatible G3 dropouts in a near completed state. Intense runs two shifts during per day the week, although that can sometimes be bumped up to three to meet high demand, with the machines constantly churning out frame parts that only require anodizing before being installed. As you'd expect, there is quite a bit of aluminum swarf (shavings and metal clippings), all of which Intense recycles. |
 |
| The M9's head tube is split, allowing riders to loosen the clamping bolt and easily swap out to different angle adjusting headset cups. This convenience means that the head tube must be machined from thicker walled and larger diameter stock than a standard 1 1/8th head tube would require. |
 |
| Because Intense machines all of their own parts they are able to not only catalog and keep track of exactly what's on hand, but also do small production runs when a limited number of pieces are needed. A massive wall of frame parts, everything from head tubes to chainstay yoke assemblies and pivot bolts, awaits their final destination on somebody's pride and joy. |
 |
| Ribs of the M9 downhill bike, consisting of the forward shock mount location and upper VPP pivot mount, await the next step of their life after a quick stop at the drill press. |
 |
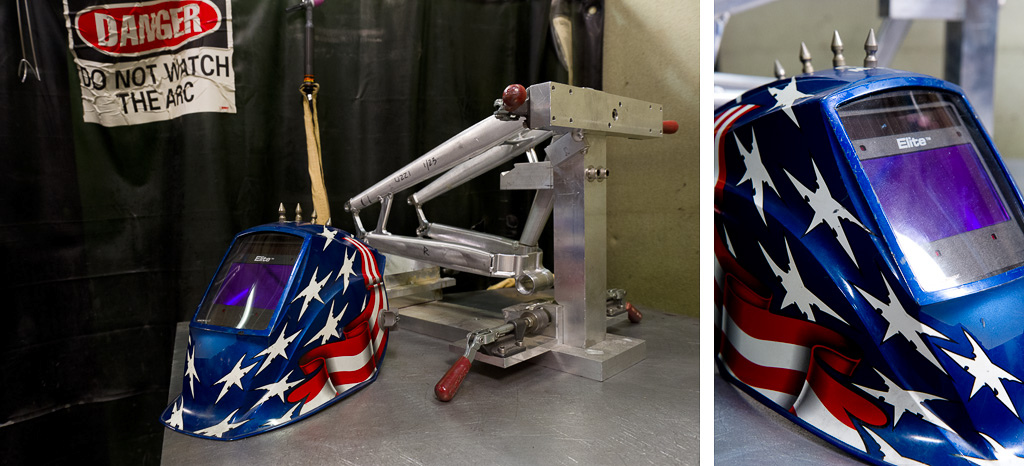
| Efficiency is crucial. Every frame model, as well as every frame size, has its own assembly jig that saves valuable manufacturing minutes. This means that time isn't spent resetting jigs when production rolls over to a different frame model, allowing the welder to simply transition to the next scheduled frame quickly. |
 |
| Each welder used to have his own tanks, just as you'd find in many facilites, but the traditional layout meant that tanks needed to be changed too often, disrupting production rhythms. This had to change. Steber proudly showed us the new layout that pumps in argon gas to each welding station from one central massive tank, a much more effective system when it comes to cost and production times. |
 |
| All eight aluminum frames in the Intense catalog are manufactured by only a few select welders before making their way to the massive heat treating machine, a step that Steber brought in-house after the company that was doing it previously couldn't consistently meet the quality that he was looking for. The heat treating machine takes up a huge amount of floor space in an already cramped building (Intense has been in the same facilites since 2001), but it is an important point in the manufacturing process that Steber wants to be able to control. |
 |
| Painted frames, a green Tazer hardtail on the left and an M9 on the right, await inspection before being boxed and sent off to lucky owners around the world. |
www.intensecycles.com
Author Info:

Must Read This Week
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
-
About Us
Contacts FAQ Terms of Use Privacy Policy Sign Up! Sitemap -
Advertise
Advertising -
Cool Features
Submit a Story Product Photos Videos Privacy Request -
RSS
Pinkbike RSS Pinkbike Twitter Pinkbike Facebook Pinkbike Youtube Pinkbike Instagram
Newsletter Signup
Copyright © 2000 - 2024. Pinkbike.com. All rights reserved.
dv42 0.082345
also that carbine is beautiful
Apparently your wallet is flawless too
we'd get a number of customers buying Intense frame (specifically I'm thinking of the Slopestyle) from other dealers (IDB / LBS or internet i.e. CRC) and bringing them in for building
none of the 5 Intense SS frames I built into complete bikes had acceptable frame alignment
all of these 5 owners suffered with ongoing, premature bearing and axle wear, rear hub, drivetrain and disc brake wear issues, 3 of these customers had enough and had to have their frames replaced for other brands (all made in Taiwan) by the retailer that sold the frames to them
glad I didn't sell those frames to the customers...
the article is great, and its also great to see Intense manufacturing in the USA where many have given up, but personally?
I've never buy one having first hand see the poor QR on what is an extremely expensive boutique frame, it reminds me of Ellsworth in that respect
@hamsteadbandit, I've heard of that plague of badly aligned rear triangles from the early SSes that were shipped to Britain. It seems like you guys got stuck with a bad batch, and that has unfortunately solidified a lot of opinions about Intense in general. Since that bad run, I believe Intense have brought all processes in-house and have improved their QC (and all their products) as a result. I've never seen this alignment issue with the SS or any other Intense frame I've worked on, so am suggesting that your experience is pretty specific to a particular manufacturing run, and not indicative of Intense as a company.
I've noticed a similar prejudice against Intense here in BC, riders tend to believe that they aren't strong enough to withstand the abuse of our tracks, and are really made for the flowier and much easier California riding style. My experience with Intense, as a professional mechanic as well as an owner of both the SS and SS2, is that they've behaved flawlessly and have developed zero problems. The SS was a great all-mountain bike, and the SS2 has proven to be an awesome do-everything go everywhere rocket, even more versatile (and built stronger) than the first version. Like any bike, they have their quirks - The coarse thread on the pivot bolts, for example, like to loosen up and should be checked every ride. I don't get Intense's insistence on using these bolts, all it would take is a change in thread pitch and the problem would be solved. In fact, why not make the mechanics really happy and use common chainring bolts like SC? My other complaint is the misnaming of the SS - anyone who rides slopestyle would never use one of these, so there's buyer confusion about intended use. Also not keen on sharing monograms with the Nazi Schutzstaffel, believe it or not. Are you listening, Jeff?
I don't blame anyone for being gun-shy due to negative experience, or hearing about other people's experience- I wouldn't touch an Evil frame, for example, after hearing the horror stories from almost everyone who bought a Revolt and subsequently had to (attempt to) deal with the Evil empire. (For everyone who wants a ride like the Revolt that works properly and is backed by an excellent company with a proper warranty department, buy the DeVinci Wilson.)
Unlike Evil, whose Taiwan-made frames fetched a big boutique price and seemed to inexplicably fall apart during their intended use, Intense have kept their prices reasonable and competitive (at least here in North America they are on par with any other equivalent frameset made in the far east), done all their alu manufacturing at home, put out excellent product, and built an excellent reputation, in spite of some setbacks. Intense have remained committed to building frames in-house. The day that commitment changes is the day I look for another bike, which is what initially tuned me in to Intense - when Santa Cruz admitted that their frames were being made in Taiwan. I believe that Intense are going to continue to improve, and, unlike almost every other frame company, they will maintain their conviction that an excellent product can still be made in North America.
I agree that all things may break sometimes but it cracked on a pretty smooth single track. Also, when you're paying thousands of dollars for a bike you expect it to be well made. It did not crack from abuse, but rather from being poorly manufactured as it cracked on a weld.
EVERYTHING breaks. There is no such thing as indestructable in the Bicycle world.
@airbornmtnbiker- Just take this in, it's how my frame broke - You can crack a frame by it twisting awkwardly under load, you can snap a frame that started with just a rock chip, there are so many possibilities. The first being that cracking probably comes from the frame being under load, and flexing the wrong way. No one I've met has had any issues with their 951's or M9's, and they aren't all wicked smooth either. When I ride the 951's they feel sturdy. It's all about how the frame flexes, and that can be caused by anything. No one can control the amount of flex in a frame outside of a controlled area, and there's no arguing that.
Think outside the box, logic just might slap you in the face.
I understand the concept that everything breaks when exposed to forces beyond those to which is was designed to operate; all of us here do, or should do, given our penchant for throwing ourselves down mountains as fast as we dare/can....and that is a point I believe you may be missing unless you are someone who has owned an Intense frame that exhibits some of the less fortunate tendencies that seem to apply to the brand more so than others
What do I mean?. There is a distinct difference in my mindset when I throw myself down the least demanding bike park trails here in Japan depending upon which bike I am on; in my case a Transition Bliindside or an Intense Uzzi VP.
That mindset shifts from "as fast as I can" when on the Blindside to "as fast as I dare" on the Uzzi for fear of when the next shoulder bolt may pop itself out; rear flex, chain suck and unceremonious dumping out the front door anyone? Bicycle, MX or 4WD off roader, the ride/driver needs complete, I will say that again, complete confidence in the product into whose hands to a certain extent they are laying their life into.
It appears that there are a significant number of people, and of whom I am one, who find that they cannot be as confident as they would like in their bike when they own an Intense... and that is something that it is Jeff's responsibility to sort out. If you, as the CEO, choose to design, prototype and make everything in house then you have the responisbility to do it well, and to fix any issues. By that I do not mean a great returns and warranty policy; I mean solve the ISSUE. There is enough evidence to show that pivot bolts work loose on intense frames more than is desirable; fix it Jeff.
I always refer back to the Keith Bontrager rule of:
1. Strong
2. Cheap
3. Light
You can pick only 2 of the above!
demo's didn't and still dont break.. ? and with that said.. the older glory's were pretty tough.. heavy but reliable.. now with the new glory i have seen them broken and bend on all places here on PB..
i do believe if your buying a bike frame of over 2000-2500 euro's it should last you even with heavy riding a year or 2 at least !
But I mean, you can only blame so much on Jeff. Sure it's his design, but does he make every frame they sell ? Noooope.
If they have that insane amount of problems they should look into flex testing and probably get better loc-tite on the pivot bolts. My pivot bolts came loose on my 4X bike but that's something easily fixable because I'm that tedious. Put a stronger loc-tite on and they haven't come loose again.
If people don't mind doing maintinence on their bike after every ride (clean it, once over) than Intense would be fine.
They also do know when they screw up and send you new stuff, don't they ?
Absolutely, I am the same as you by the looks of it since I do all my own work (except fork bushing and wheel rebuilds but I am working on the skills!!) . I and my riding buddy here are pretty meticulous when it comes to maintaining our rides and I strongly believe people should empower themselves to learn the skills needed; it helps you to become a better rider I think.
I got hold of mine through CRC and they covered replacement bolts through their warranty so all is well and good from the perspective of companies meeting the claims made against warranties; that is what warranties are there for, to cover the retailer/manufacturer when a bad batch comes through. However what I have an issue with is being faced with the feeling that you cannot be 100% sure that your bike will not suddenly have lost a bolt, or sheared a linkage due to slight complications/oversights/errors (which can affect any company, but doesn't seem to as often with others) in the design or manufacturing process.
And for the first time in my time riding bikes, I have that feeling with my Uzzi. Not good, period. Must do better Intense. Not being able to go on an day long ride without the feeling of "even though I have removed, cleaned, degreased, dried, prepped, loctited and correctly torqued all my pivot and linkage bolts, will I come home again with one less that I went out with" sucks.
Since Jeff wants to keep his finger on the pulse, and be the face of the company, I hope that means riders can contact him and let him know.
the sad thing with both Intense and Devinci is that "trends" or "market pressure" will lead them down the Carbon Fibre route
with both Intense (Carbine) and Devinci (Wilson Swingarm and hardtail models) venturing into CF it might only be a matter of time before domestic, aluminium frame production is wound down in both instances
also seen this with Ellsworth (another of the last few made domestically in USA) starting to venture into CF and with a Taiwanese produced completed bike "Glimpse" a sign of things to come...)
First as consumers it's obvious that we've driven the markets overseas. Of course there's alot of talk about supporting local, but the constant demand of not only a quality product but of a quality warranty along with the demand for as cheap of a product as possible has required companies to need to cut costs at some point. Now there are many ways for a company to cut costs, but generally the two largest factors in a products costs are a) the quality of that product and b) the work force. Since they obviously don't want to cut the quality of the product they're forced to find a cheaper workforce. Hence outsourcing.
Secondly, Based upon what I've read here it would seem that bikes made stateside have more hurdles to overcome in maintaining the quality of their bikes. The fact that the big three (Trek, Giant, and Specialized) are all producing the majority of their upper-end products in Asia would seem to indicate that the best facilities for bicycle manufacturing are in Asia. And for boutique companies like Intense to keep their products on par with some of the more name-brand bikes they're having to take more efforts to police the production line. This is evident in the fact that he's having to bring everything in house. Something that will increase his costs in the long run, and because he's spending more time/money/energy on policing the line it means he'll have less of those resources for reinvesting back into his company, all in order to create a product that's on-par with a what's being manufactured in asia.
First, may I join you in saying this thread is a pleasure to read and take part in for the reasons you mentioned.
Secondly I have to say I agree with your synopsis of the current state of the industry; there is of course a desire to buy what the Japanese here call "kokusan" or to you and me produced at home goods. This has manifested itself more as a "we refuse to buy foreign goods" approach in many areas and the result is shelves full of Japanese made products over non. Would it therefore take consumers refusal to buy non-local brands to maintain local production?
So like it or not unless the U.S. and Canada wish to return back to an industrial economy, that will maximize the use of its natural resources, in order to maximize their products sold overseas, the idea of buying "American" will most likely be a novelty as any American made products will not be superior to anything made in the current Asian factories.
Diety have always had the majority (if not entirety) of their products make off-shore in Taiwan, I have certaintly seen some of their "products" with different 'brand names' on the parts (what we in the bike industry call "catalogue" product - pick some parts, have a brand name printed on the parts, make some small tweaks if needed)
Race Face's cheaper product lines like their "Evolve" range were, I believe, made by FSA in Taiwan (only their premium ranges like Atlas and Diablous were made in B.C.)
with my own company "Bombproof" I literally could not get any aluminium alloy suspension frames produced here in the UK - after several frustrating years of false promises and shonky pre-production sample, we ended up in Australia with CaTi bikesports (Ozziroo, Quintana Roo, Living Extreme, etc.)
more QC costs more and reduces initial profits, although better QC protects brand reputation in the long-term and also improves long term profits
however, many companies are not looking at the long term, but the year-to-year figures
in terms of typical day to day QC, the big brands like Specialized and Trek have it right because they have their own people in the off-shore factories who are very strict about QC, and they have the direct resources to sort out any problems "in-country" (where the bike is sold), so it rarely impacts the consumer to any great degree - which protects the brand reputation
the bigger brands also have the best engineering, design and production resources to minimise problems, some of the smaller brands are literally one guy with an engineering degree working from a laptop computer out of his flat in Europe or North America, and liasing with a contact in the TW factory, the first he knows of problems is when the brand's dealer (bike shop) email him to tell him the headset cups fall out of the head tubes or the frame is out of alignment!
the smaller brands can really struggle with QC issues because they won't have the resources to quickly deal with the issue, and consumers can be given the "run around" with all kinds of B.S. or kept waiting months for replacement parts, especially if the smaller brand is using a small volume manufacturer off-shore where the consumer will have to wait for the next "batch" production in the factory to get their new chainstay or rocker
of the 3 boutique brands I used to sell at one of my last shops (we also sold Specialized which was pretty much trouble free apart from the odd problem with snapping spokes on Rockhoppers, or the old Demo 9 frames cracking), Devinci had the lowest return rate for warranty by a huge margin
another brand we sold had a return rate ranging from 60-70% between several seasons, with all the warranty issues relating to piss-poor QC in the off-shore factory (as well as sub standard design engineering), with the brand's management in complete denial about the issue and making all kinds of excuses including the old red herring about "the wrong kind of mud in the UK"
currently, as a workshop manager for the UK's leading 'quality cycle retailer' selling a wide variety of brands, I have to deal with warranty claims on a day to day basis, not from customers, but from my mechanic's bringing poor QC issues to my attention
we are talking about bikes arrives (boxed) with buckled wheels, cracked spoke drillings on rims, misaligned frames, faulty caliper brakes, damaged components (damaged during assembly), stripped threads on components, etc.
this is before the bike even gets into the hands of a paying consumer! the QC is getting worse as many companies seek to offset increasing production costs by reducing component quality and QC
And your point is....because i am not sure what you mean......?
Is it that you think it is OK for manufacturers to provide goods to the consumer at unacceptable levels of QC?
Is it that you think the population are blinded by the image branding to such an extent that they willingly buy inferior quality overpriced branded goods?
Is it that you think people who receive sub-standard frames and components should shut-up whinging and just accept it as "part and parcel of the deal"?
Is it something else?
I look forward to hearing from you.
I find is it quite funny that you don't think people buy things just because of what brand it is. People in your country spend Billions of dollars a year on Over priced Brand name Products that are all fasion and very little function. People buy Image Branding to the Extreme. There are womens Handbags that sell for hundreds of thousands of dollars just because of the brand. A $20 dollar Timex keeps time just as accurately as a $5 thousand dollar Rolex but for some reason Rolex isn't going out of business. Are European and American cars better than Japanese cars? I personally don't think so, but the Euros and the Americans sell a Lot of cars even though the Quality and reliability is Questionable. Even funnier and closer to your home. Why does a Lexus 460 SUV sell for $20 grand more than a Toyota Land Cruiser even though they are the same SUV except for the badges?
No I don't beleive people should stop Complaining about products that fail doing its intended task. If we don't complain they may never Know there is a Problem.
I do hope all the complanits here about Intense hit home and they make the product we all know they can.
Hope I answered your questions.
I couldn't agree with you more that QC should never be considered superfluous, and especially that Intense are sincere in their attempts to deal with known issues; after all we are spending quite significant amounts of cash on their goods and products.
I'm afraid you have misinterpreted my comment to mean I don't think people buy things because of what brand it is; as you say the population of this country is one of the most prone (in my experience) to fall into the trap of believing that branded goods are somehow superior. There are scandalous prices associated with some products here purely because they are a brand and I am acutely aware that there are significant sections of the population that will willingly pay many times the price for a branded good over a non.
I was wondering whether your comment was suggesting you think people are blinded by brands and thus pay more than they should... I think that maybe they do in many cases. Would anyone here on PB put Intense into that category? Would you Bikethrasher?
I believe maybe that here in Japan it could be argued that Intense and some other bike manufacturers goods are criminally expensive. To some extent that may be down to the monopoly held by certain importers / wholesalers over the brand such that there is zero competition on pricing. In the case of Intense, the importer is called Funfancy and they keep a log of every bike serial no. sold. They also refuse to sell anyone replacement parts unless the bike has been imported to Japan through them. They have a stranglehold on the market and can promote the brand as they wish since no-one else can get access.
I know of the NS Bikes importer here who attempts quite openly to suggest to the riders that other brands are overpriced; criminally overpriced and who sells bikes at price points which makes a good quality machine accessible. If only some of the other importers could follow their lead....
Tracer 2 MSRP $4500
SB66 racex9 MSRP $4500
Slash 8 MSRP $4730
Reign 0 MSRP $4200
And only one of those is made in the USA.
Example: throwing a $3000 race oriented frame with thin wall aluminum over your tailgate and racing up your local shuttle every day(often dirt roads). then complaining when you case a jump and crack the down tube right where it rests on your tail gate...Hmmm. you cant have a frame built for a decade of use, and be a weight wennie. pick one or the other.
I love my 951 and will likely replace with another Intense when the time comes.
Local manufacturing FTW, All the best to Intense for keeping production at home! SC -> boooo!
I'd gladly fork out $$ for an Uzzi and Carbine SL but they don't make frame sizes for taller riders! Not every tall rider wants a 29er.
www.pinkbike.com/photo/7456378
I cannot for love nor money get hold of a set of pivot bolts for my 6.6!
Sort out your customer aftercare/service and then think about where the "internal routes" on your carbon frames need to be.
My solution to missing bolts has been to go to the local fastener dealer and get a slightly longer allen-head bolt that matches the thread. I've found that the longer bolts stay in without issue (though still make sure to loctite them)...also they cost like 50 cents apiece instead of 30 bucks!
That said, i think they need to start welding their frames straight, my friends M6 was so crooked he eventually cracked the link, and i rode with a guy last weekend whose M9 and 951 were/are both crooked
www.pinkbike.com/photo/7456378
With the 951, intense just kept ignoring him, and his local dealer wouldnt do shit. He had to threaten to drive the 5 hours to SoCal and show up at their door with the frame in hand before they would give him a RA to send it in.
With the M9, same deal.
And with the M6, the two sides of the swingarm are noticeably not parallel where they meet with the top link. (so it stresses the link, which eventually caused it to crack.)
I'm british and what is aluminum?
Waiting to see the new carbon M9c.