Made in USA: Inside Zipp's Carbon Wheel Testing and Production Facility

Zipp, one of the first names in carbon wheels, is located in Indianapolis, Indiana - "the Crossroads of America." This is about as far as you can get from any mountain bike destination in the US, but if you're into making things from carbon that go fast, you'll be in good company here. The Indianapolis Motor Speedway is the center of the nation's auto racing cult and the Indy 500 is the largest single-day sporting event in the world.
Zipp was founded in 1988 by a motorsports engineer named Leigh Sargent in Speedway, Indiana, just outside of Indianapolis. The first product? A carbon fiber disc wheel that began racking up victories from day one. Zipp expanded its wheel ranges to include innovative racing components and in 2007, the brand was acquired by SRAM, who relocated the factory just down the road to a new, larger facility.
The Zipp name carries some serious weight in road cycling, especially among elite racers. Now, Zipp has jumped into the mountain bike scene, with their 3Zero Moto wheels, released in April this year. That's big news, so we booked a trip to Indiana to see what's going on there.

Zipp have produced high-end road wheels for decades.
Zipp manufactures its wheels at home, in the United States. When it comes to carbon wheels (or carbon anything), most brands head for Asia, where specialized factories can lay up and mold literally anything one could need to build a bicycle. So, why build wheels in America? Zipp says they want to maintain complete control of the entire process. Most of carbon composite manufacturing is hands-on, so quality control is paramount to ensure that every step of the process is executed correctly and consistently. Also, being able to design, prototype, test, refine, and finally produce a product all in one place limits the margin for error and significantly speeds up the process as well.
That advantage is evident in their new 3Zero Moto wheels, which feature innovative profiles and construction methods that would probably create a retraining and restructuring nightmare with Asian suppliers. Everything about the 3Zero Moto wheels was and still is done, start to finish, in Indianapolis. It all starts with rolls of carbon, and then the cutting, molding, curing, lacing, and truing take place. After that the finished products are boxed and shipped to the consumer, and all that happens in one factory. As interesting as the wheels are themselves, the process may be even more fascinating. There's no doubt that the 3Zero Moto wheel wheels are quite a bit different than anything out there. If you're not familiar with them, check out Mike Kazimer's first look and watch for a full review coming up soon.

There were a lot of things that I could see, some things I couldn't, and plenty of sensitive material I was forbidden to photograph. Entire sections of the facility were closed off in order to protect Zipp's trade secrets from prying eyes, but we were fortunate enough to have seen more than most.
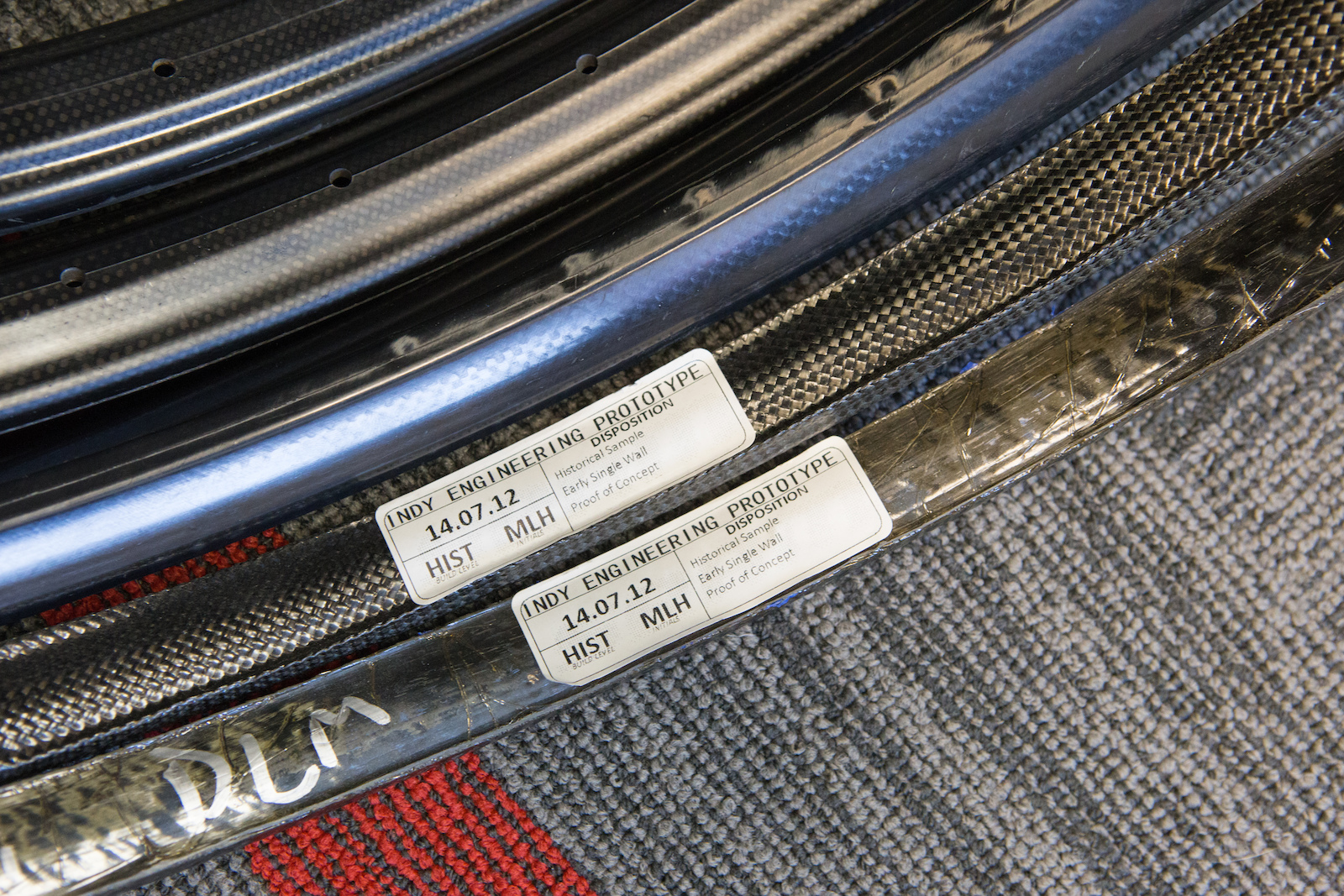
What's interesting about the 3Zero Moto wheel rim is it's a single-wall construction, which took a lot of work to get it to where it is today. It began with tons of prototyping, hundreds of rims tested back to back, and thousands of hours of riding all over the globe. Reportedly, there were times when the team would set up at Windrock in Tennessee with a stock of wheels and the team would spend days doing back-to-back runs.


The Zipp Nest. This is the top-secret lab few have access to where ideas first come to life.
Zipp's master wheel builder, Nic James works alongside the team during those tests and has been continuously involved in the development process from start to finish. Not only does he work with designing and testing new wheels, but he also does all of the builds for Zipp's ambassadors and professional teams on the road. He keeps meticulous logs of everything imaginable with each set of wheels he has built, so he knows what does and doesn't work. Having key players like Nik directly accessible at the factory is yet another advantage of manufacturing at home.


Modern retro: Zipp's first foray into mountain bike wheels. Their single-wall Zero Moto rims have almost nothing in common, other than the fact that they're round.

Test riders would take back to back laps on a number of different wheels, picking one over the other. The gradual selection process weeded out the range of options until the team landed on a balance of stiffness and compliance that was most ideal.

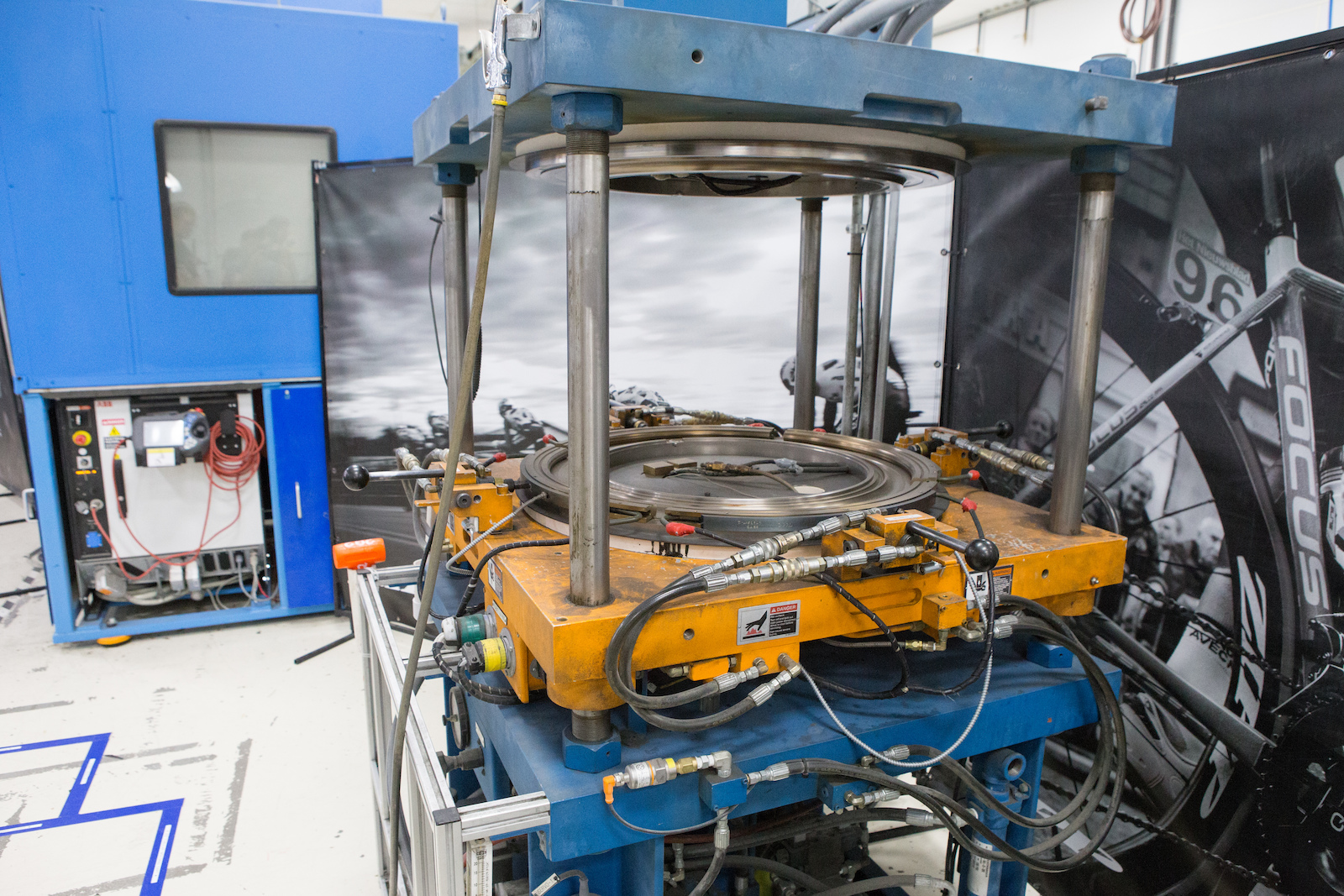
The Zipp test lab. There are machines in here that can test anything and everything having to do with bicycle components in a variety of simulated conditions.

Ruan Trouw, Zipp's advanced development engineer explains how testing goes down at Zipp. Ruan comes to Zipp and mountain bikes from the aerospace industry and his depth of knowledge about carbon and how to apply it to cycling is mind boggling.
This machine heat tests wheels to temperatures that exceed anything anyone would experience in earthly riding conditions.
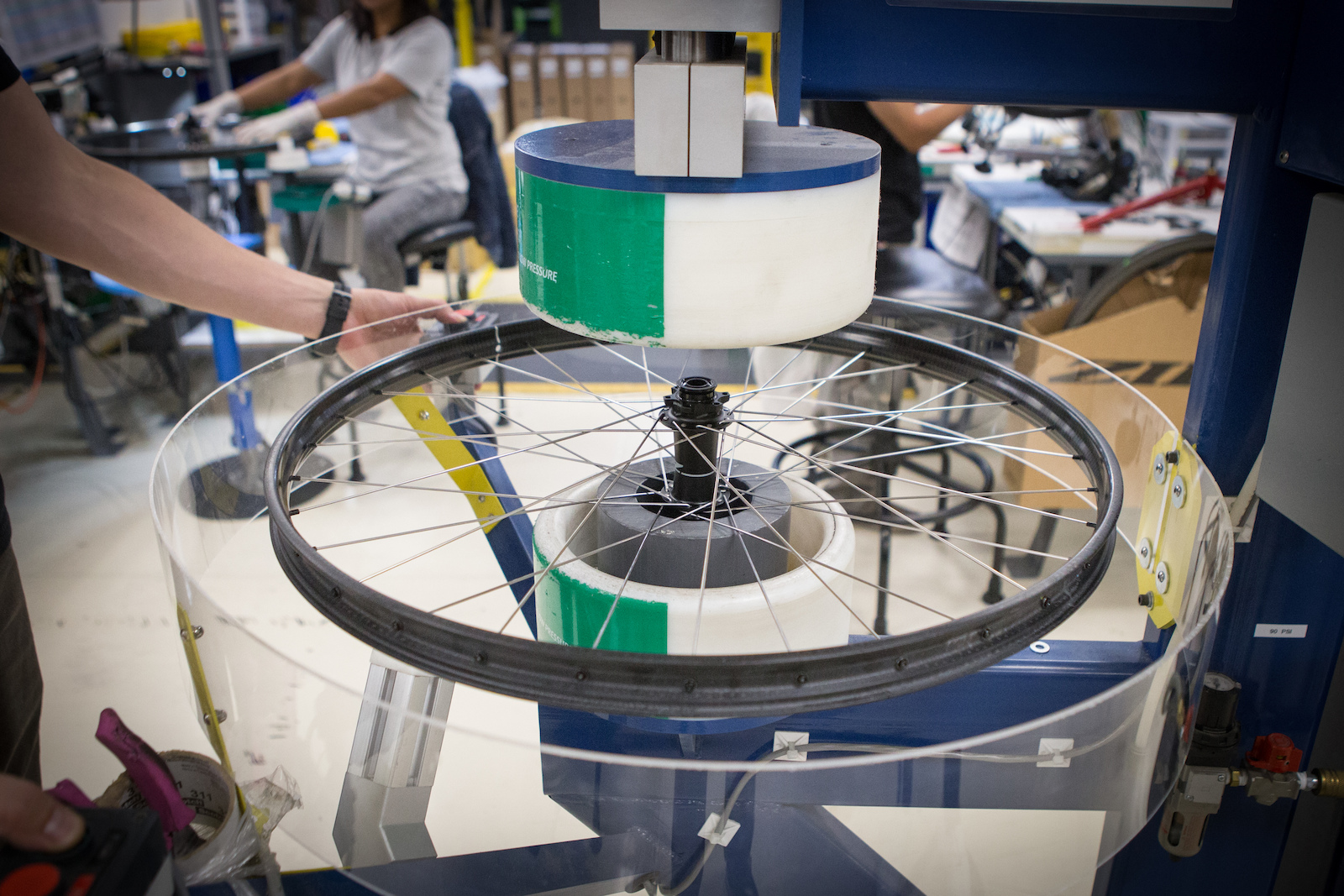
Radial fatigue testing ensures that the system stays strong, which is especially important with a compliant rim.

This machine tests impacts to a wheel. It can be set up to hit at a variety of angles. Sensors measure a multitude of parameters, while an ultra-high-speed camera records everything in real time.


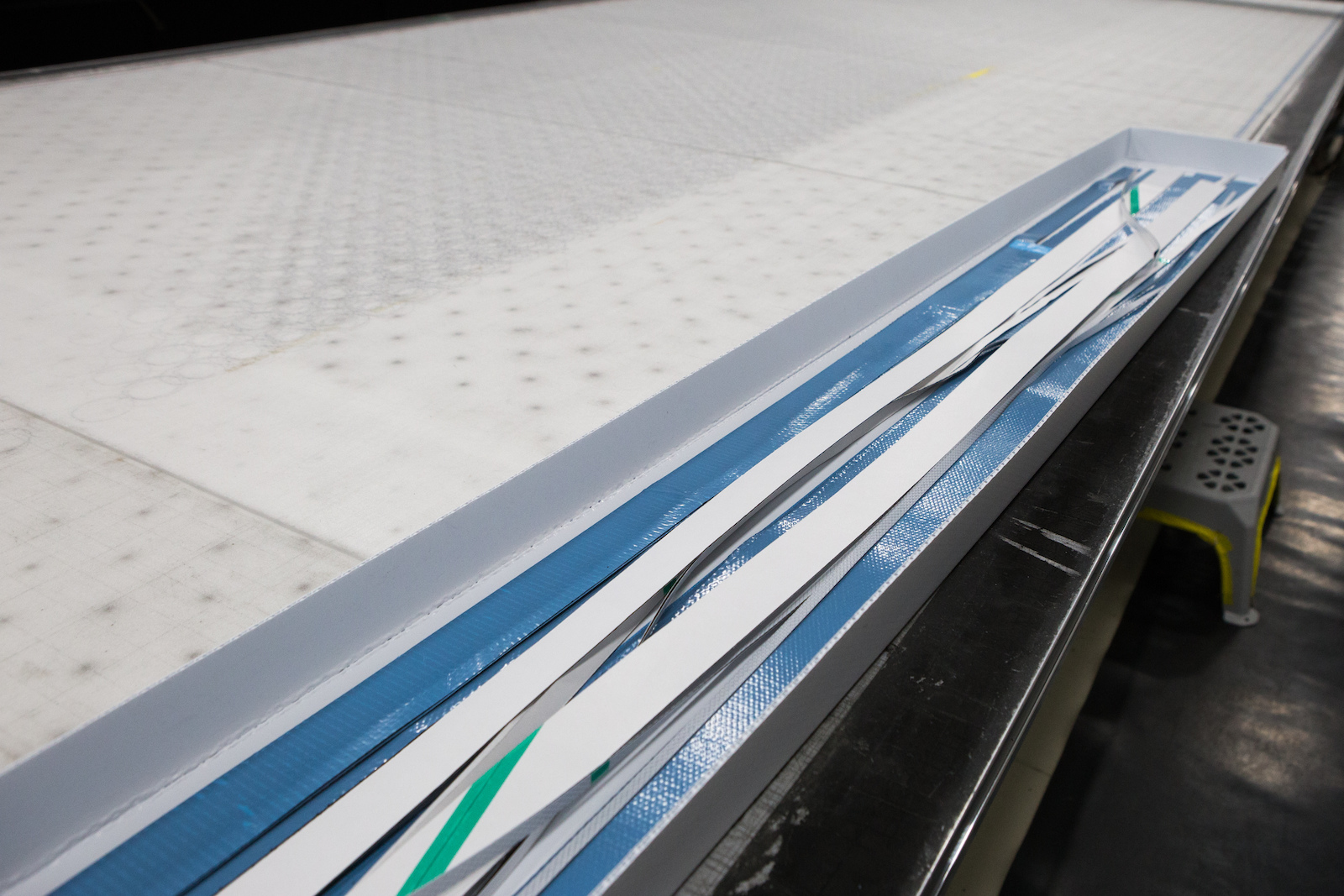
Everything in the Zipp facility is run in a "supermarket" style. What this means is resources are cycled through production in a first in, first out manner. Everything is also made in very small batches on an "as needed" basis, which keeps their carbon materials fresh as possible, and waste to a minimum. This is where the big part of the build starts, on the carbon cutting table. Sheets of carbon are brought out of refrigeration, laid out, and cut according to which type of wheels are being produced.

Pre-impregnated carbon in two different weaves. The tacky material is ultra pliable at room temperature - it's a textile, after all.

These strips of carbon will eventually make up one wheel.
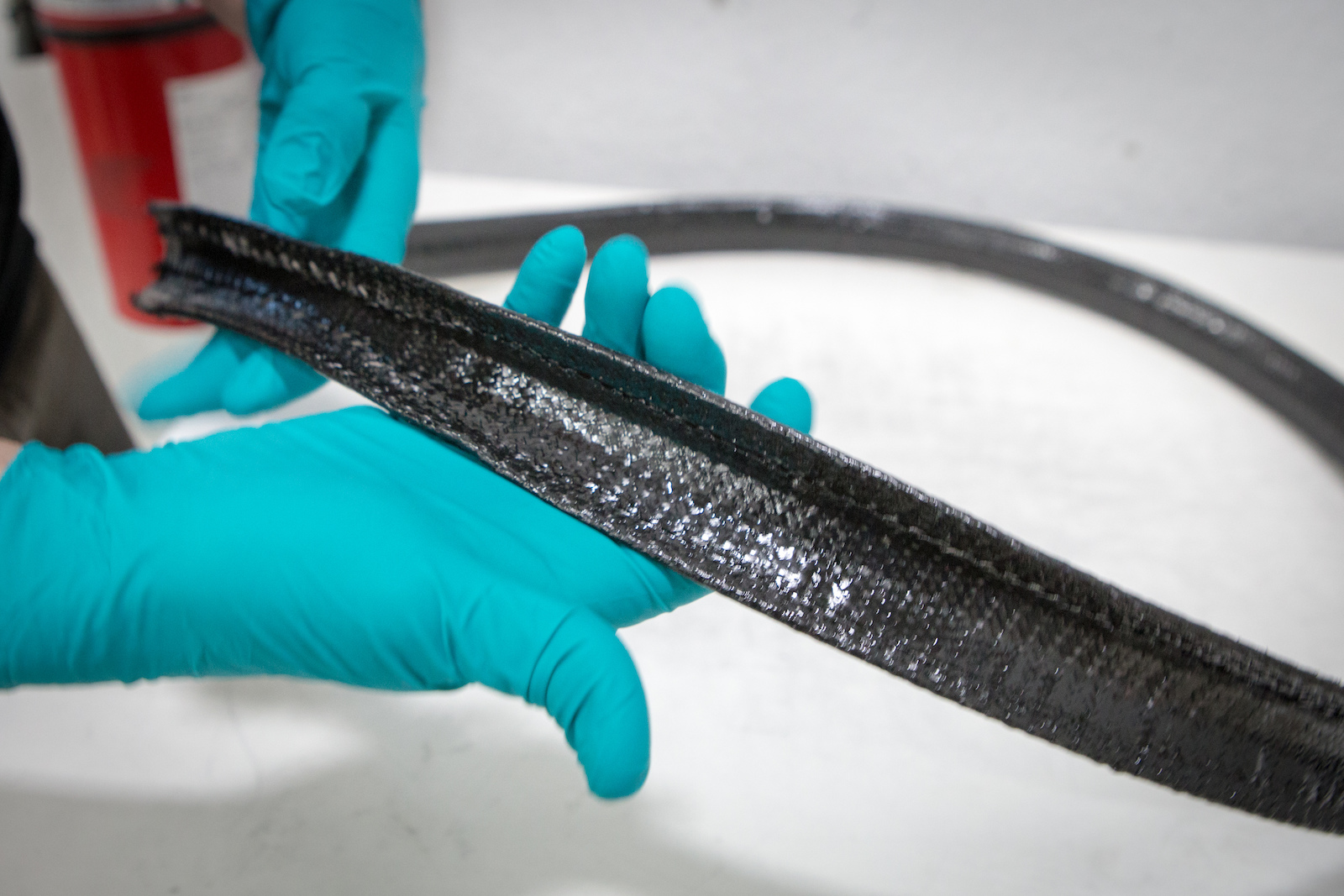
All of the layers of carbon have been applied and the rim is ready to be cured in the pressure mold. At this stage, it's still soft and pliable, as the resin hasn't cured. It's also extremely tacky and will stick to anything it touches.
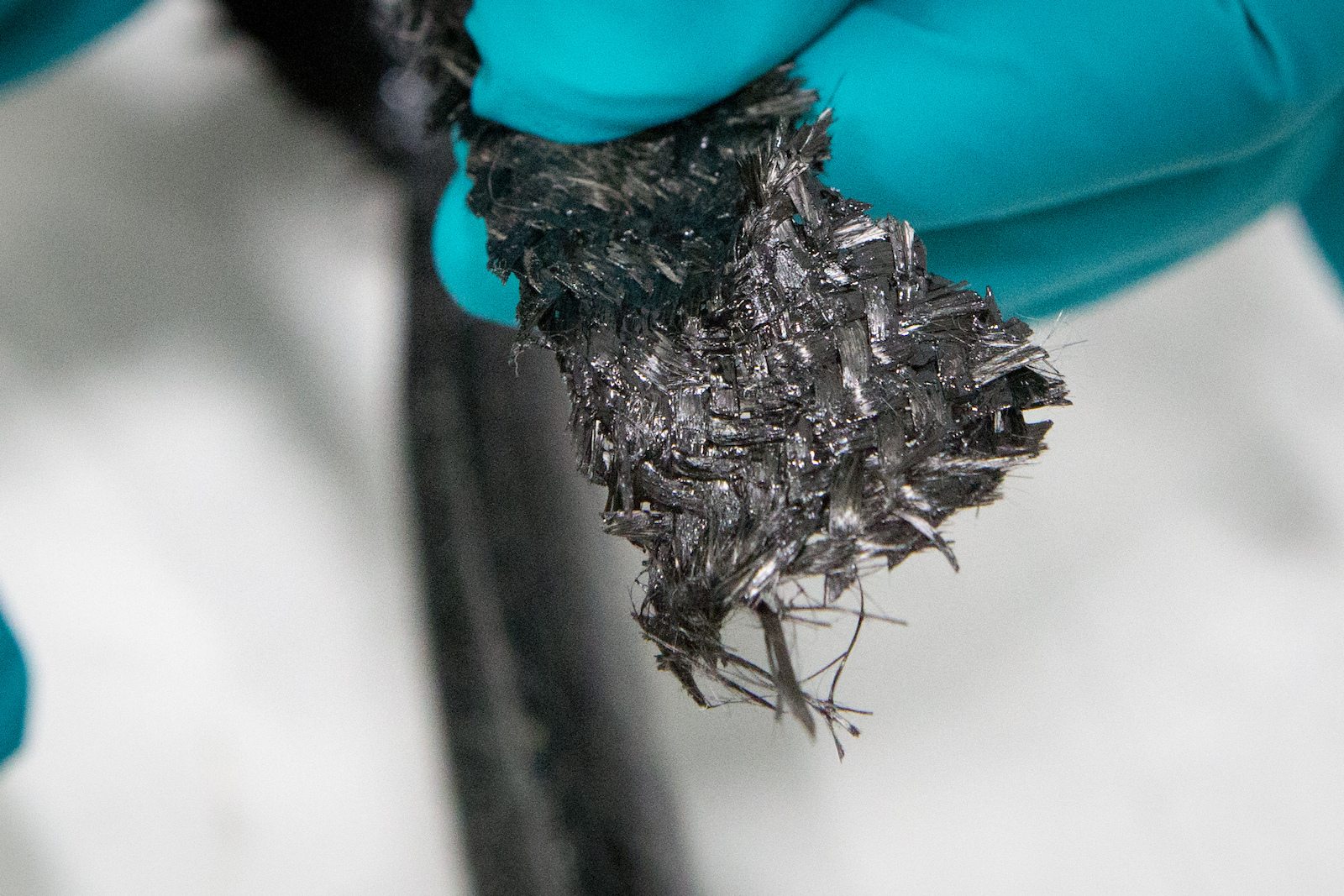

3Zero Moto rims use both uni-directional and woven carbon material. This strip of carbon, pulled from an uncured rim was woven in a pattern similar to a Chinese finger trap.

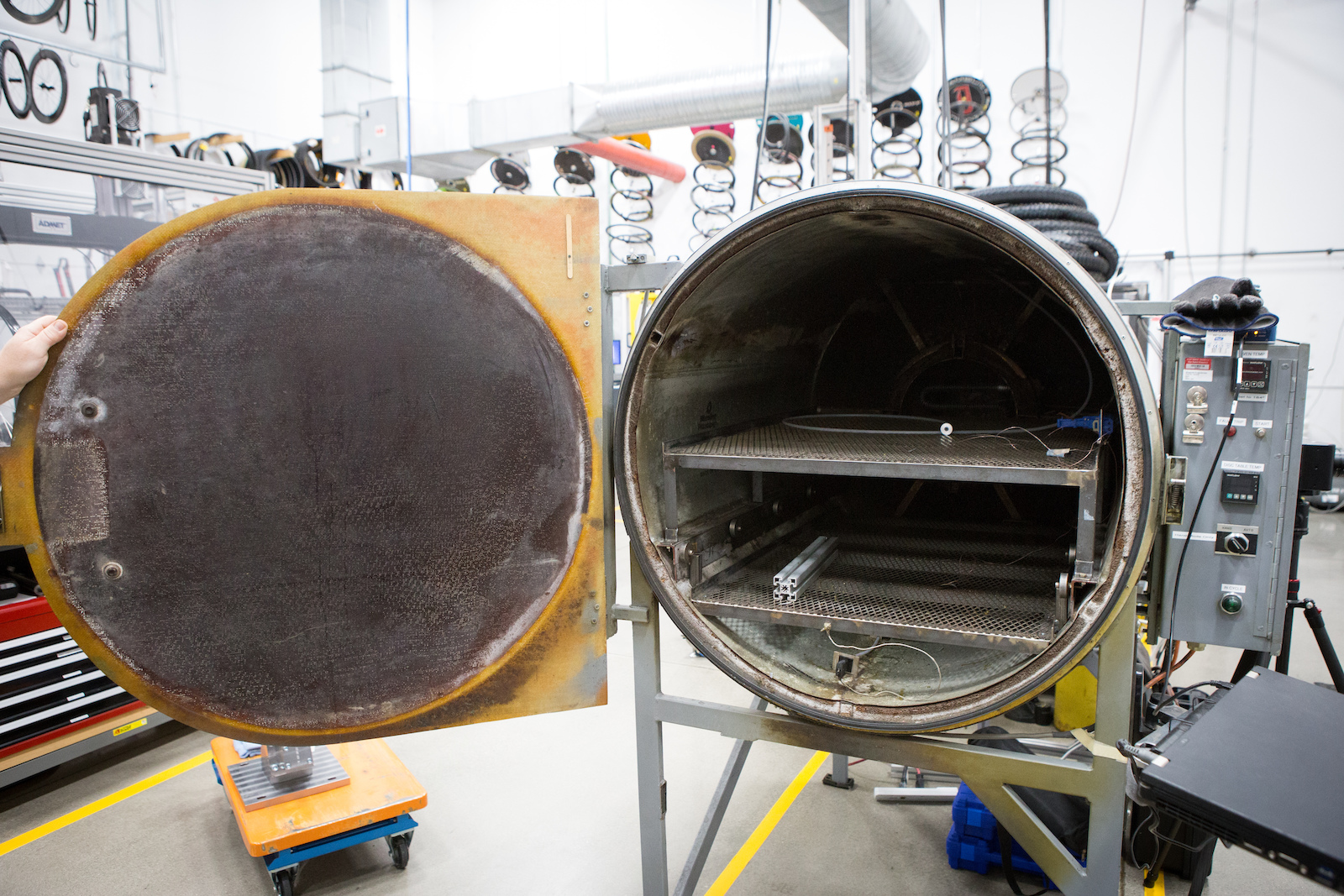
Viewing the actual machine currently in use for curing the 3Zero rims was strictly off limits, this mold is pretty close to what it looks like.



After coming out of the mold, the rims have some excess resin that must be removed and smoothed by hand.

Weights are precisely calculated to ensure every step of the process was done correctly.
This scale is so accurate, it can measure the slightest discrepancies in resin content and make it instantly clear if anything isn't exactly as it should be given a set parameter of tight tolerances. Weights that do not fall within a very narrow range are caught. Every production rim's weight is calculated and logged.

This machine measures discrepancies in any shape irregularities of a rim.
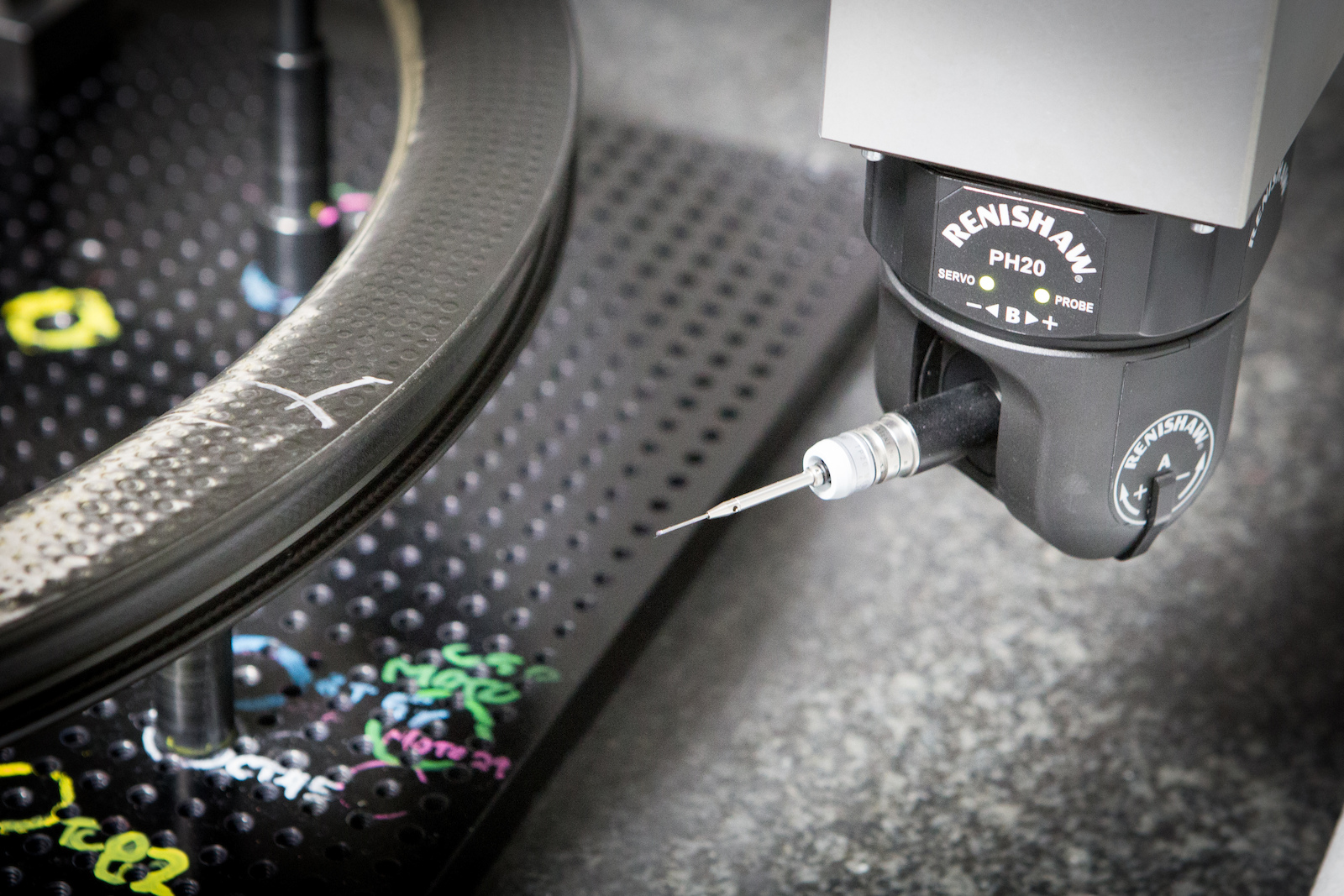
The needle can tell changes that are microscopic. If anything is off on a rim tested, then others from the same batch are tested as well to ensure that there was no error in the production cycle.
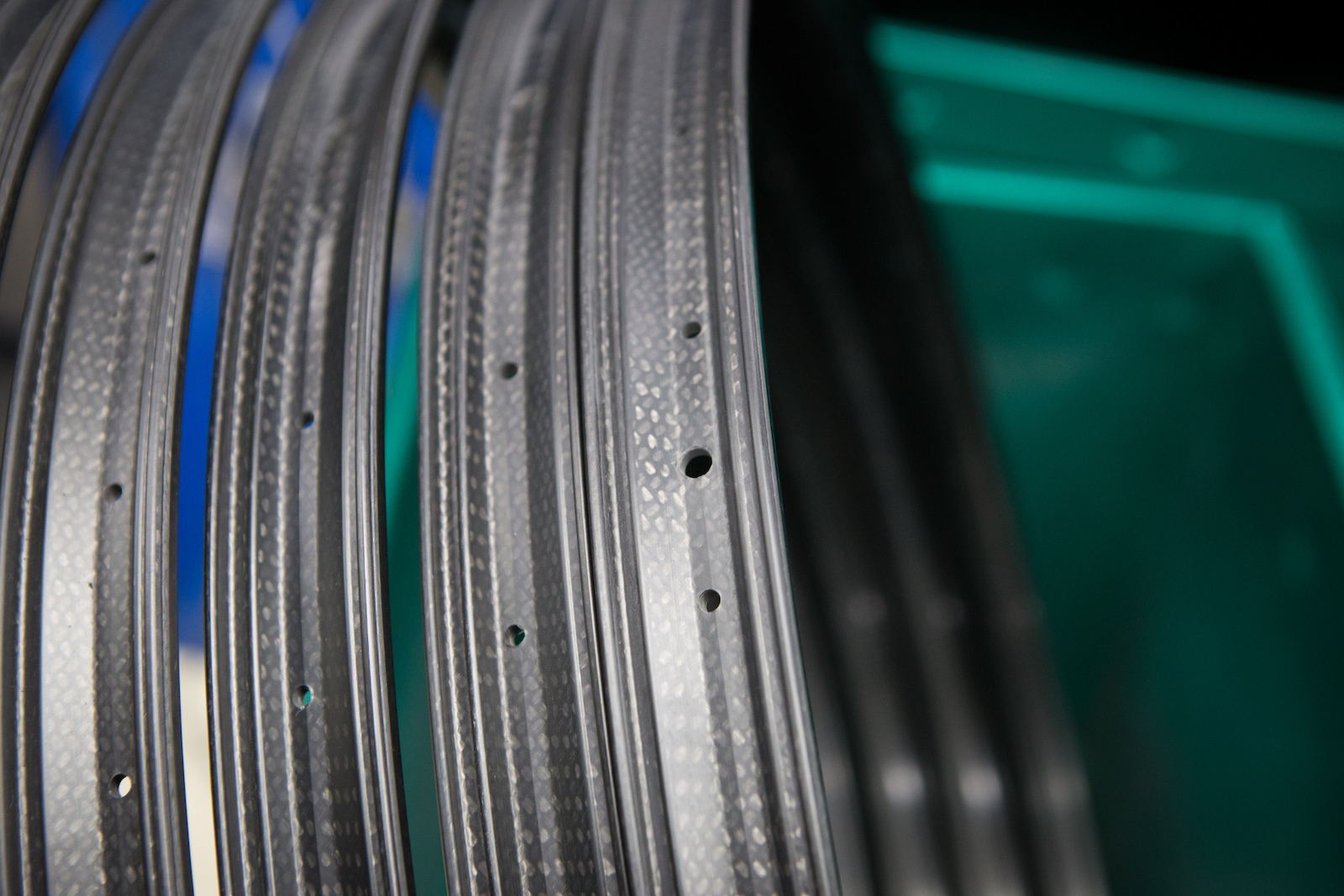
After passing yet another inspection, rims are drilled.

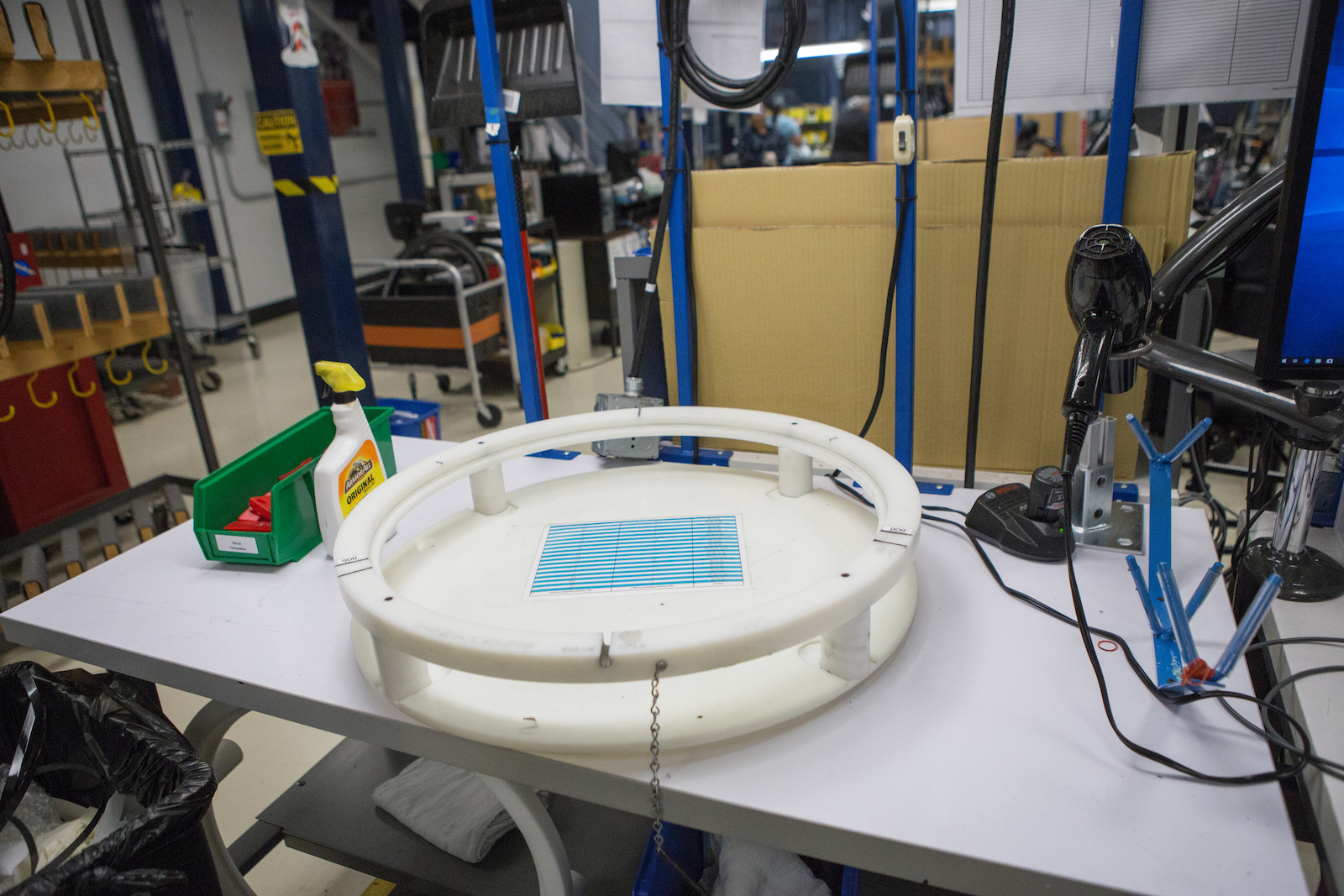
Rims are laced up at this station before they are trued.

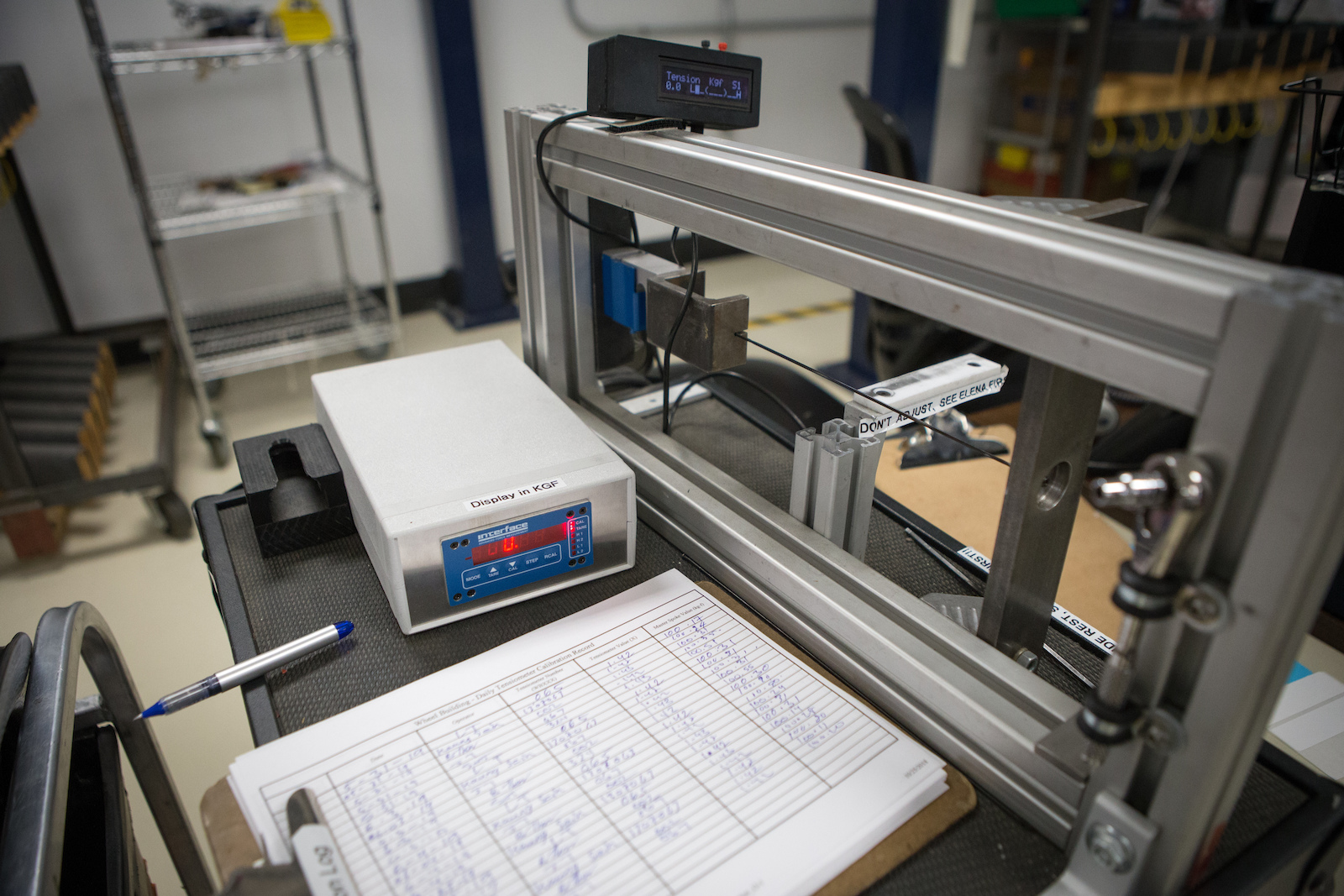
Truing wheels isn't just eyeballing here. Every single adjustment is recorded by tools that are checked for calibration multiple times a day. If anything is the slightest bit off, it's caught before it leaves the building.


After truing, the spokes are stressed and the rim is deflected to ensure that everything has set up and there's no spoke wind-up. The wheel will be as perfect as it could be when it gets to the rider.
Labels are tediously applied at this station.

Wheels waiting for a final inspection and to go in the box.


Wheels are packaged and shipped directly from the facility.

The facility also processes SRAM and RockShox warranty issues. This wall of relics is in the suspension rebuild room.
How thorough and complete is the process at Zipp? Throughout the entire process, at each station and with each step, from unrolling the carbon to boxing the wheels, every tension and parameter is documented and recorded and scanned into a database. Therefore, if there's ever any issue with a wheel whether it's on the production floor or a return several years later, the barcode can be scanned and the wheel can be analyzed, down to the individual strips of carbon.
This allows the team at Zipp to pinpoint, with complete accuracy, any change or issue that may have impacted that wheel, a certain time period of production, or certain material used in production.
Well, there you have it. That's as close of a look at the inside of the Zipp facility as you can get without possessing credentials that only select employees have.
Author Info:

 Member since Jan 18, 2007
Member since Jan 18, 2007
Must Read This Week
[UPDATED] Final Elite XC Results & Overall Standings from the Mairiporã XC World Cup 2024
41766 views
41766 views
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
So yeah as far as rims goes, I'm perfectly fine with a good aluminium rim. But if some top athlete decides the added expensive of a carbon rim is worth it (and relatively low compared to the costs of racing all over the world) I'm not going to argue.
Even though I'm not really interested in the design and production process of Enve, the one thing I'm really curious about is: how do they do their quality control?
Pedantry managed!
Laboriously?
What ever works and does the job properly.
And you can still find carbon parts with no serial/part numbers, ya I think we sold them to Intense but I'm not sure.
Zipp are cradle to grave, with proper processes in place to insure quality, Being a Luddite even I might consider using their wheels, but probably not, since they will be 5 times the price and not 5 times as good as aluminum.
I used to run a rear insert and higher PSI to protect from flats. Since getting these wheels I've ditched the insert & dropped 5 psi so running a reduced overall weight and noticeable increase in grip.
Got just over 80k ft of descending on them now with 1 flat (sidewall rip - nothing stopping that).
I also reckon that inserts increase the likelihood of treadface punctures but thats another story!
The idea that something being made in China/Taiwan automatically means it is an inferior product has long gone and basically pure nationalism. Yes you have to keep an eye on the QA (who doesn't? Looking at you ENVE. Looking at you Orange with your welding) but while you can make shit really cheap there, you can also get really really nice stuff made there if you pay for it.
I like US made stuff as much as the next guy, but it commands an increased price premium. One that PB commenters are more than willing to bitch about. And one I'm very hesitant to pay.
Now for a huge company like say, Trek or SC, they'll have to build huge facilities to build carbon frames in. Which costs hundreds of thousands, if not millions of dollars and more. Ideally, they'd like to keep their production numbers and ship dates the same as if their frames were still made in Asia. Also, they'd need to hire employees who probably need to be trained in proper carbon assembly and construction. Not too many people in the USA have that expertise or experience. Not everything goes according to plan. Ever. So if they(big companies) ever venture out to try to make frames in the US, they'll come across setbacks that can negatively affect their reputation.
This is all speculation by the way. The gist of it is, big bike manufacturers are a business. As a business, profits and numbers are number one. It's not profitable, nor expedient to make certain products domestically.
Second, big bike manufacturers aren't chartering huge ocean liners for themselves. They're 'sharing' cargo ships with the entire global industry. Could be anything from clothing, to cars, to heavy machinery, etc.
If the expertise in carbon is in Taiwan, GG doesn't have the money to bring that expertise here, the big guys do. I also don't buy this argument, as Trek makes their high end frames here, they have no reason to make anything here, they're already known as a Taiwan brand, but they keep production of their top tier bikes Stateside. Same goes for Race Face, their Next cranks are made in Canada, cost the same as XO, an RF is another company known for Chinese and Taiwanese production choosing to build their top of the line carbon in Canada. The expertise exists everywhere.
There are quite a few components made in the 1st world that compete on price with those made in Asia. I prefer to buy American, but really, anywhere I can be reasonably sure labor practices aren't abusive and environmental regulations are being followed is fine by me. My current bike build has lots of US, UK, EU and Japanese manufactured parts, all were the same price, or less than equivalent Chinese/Taiwanese made parts.
1) Wages- a lot of manufacturing jobs just don't pay a good wage anymore. Those that do are hard to find. Of course the other issue is benefits - I know so many manufacturing jobs that think 1-Week to start for vacation is satisfactory. If more companies offered more time off, I think they could push employees harder. Unpaid month off? Hell yea I'll work overtime.
2) Specialized skills that are hard to find education for - I know my local small town doesn't offer any machinist related certificates. I'd need to go get a Mech Eng Tech Bachelors in order to learn CAD/CAM/3D prototyping. Without that background no local machinist will hire me. Messing around on my little 3D printer isn't enough. To make matter worse, all the VoTech schools that offer Industrial Tech or Machinist courses do so during the work day - which means your highly educated folks who might want to switch careers really cant. All of our educational system is based around "right out of highschool" but sadly most kids that age don't make the best employees - it's the people working white collar jobs bored out of their minds that make quality employees.
I think for many of us, not a day goes by when we don't think we should have attended college for something different, but for many of us, we can't give up a good salary, good benefits, and years of experience in one industry on the off chance a career switch to industrial manufacturing will be rewarding.
Our target employee is a person 40+ who knows what work is, can leave the phone alone, and values the job. We as a country are doing a disservice to many young people by pushing them toward 4 year degrees as a matter of course and it is good to see renewed interest in trade education. I personally wish I could have gotten trade education instead of a bachelors degree.
In our area manual machinists can write their own ticket, programming skills alone produce a capability gap. See if you can find an old timer tool and die maker to apprentice with at night.
The point remains - it's hard for us Americans to make career switches. We struggled with the manfacturing-to-tech transition of the 80's and 90's, and now we're struggling with it in the White Collar Bachelors-to-Passionate Builders. I wish our economy had more flexibility, but healthcare (being tied to employment) and the cost of education don't make it easy.
ok... fair enough
My questions to that statement would be:
is this ideal employee being given the paid and unpaid leave and vacation he/she needs to live a life? (parental leave; paid sick leave; sabbatical; whatever)
Are they being given the psychological care that's needed, when/if it's needed?
Is he or she secure in the fact that if that job goes away or they were to become ill, that they'd still be getting paid at least a good chunk of their wage?
More to the point: is this employee that should not look at their phone, even though their family member is sick or dying, or perhaps has a whale of a pregnant wife who is overwhelmed, still be able to focus solely on valuing the job that they've so courteously been "given?"
Maybe you and your company are different... I've no way to tell. The point is simply, that even on the best of days that "40+ person" has a great deal of concerns and needs.
From my experience as a former employee of mostly fair and respectful companies and as an ex-North American I would say that even while working for the best employer I ever worked for, the answer is simply no.
It seems to me that's how you would rebuild American manufacturing, make those workplaces attractive places to work for the best and brightest.
We do pay higher than average and are fair and flexible with hours as needed but do expect quality and attentiveness on the job in return. We are a small company and of course phone use would be permitted if something is going on they need to be attentive to but that doesn’t include casual texting, social media monitoring, and definitely not earbuds. The risk to safety, parts, and equipment makes it unacceptable.
Regarding those benefits, my father didn’t get those in his decades in the military, PhD mom doesn’t in her public service job with the state, wife doesn’t as a public school teacher, I didn’t for the feds or in the private sector. Would be nice though..
Can anyone from Zipp say how are they working with high pressures if I wanted to install procore? Are nipples alloy or brass?
That said, yeah out of all carbon rims, these also make most sense to me. I love to be late to the party though so I might only get a third or fourth generation when they've made them better and cheaper.
See, I think there are three failure modes because of ProCore.
1. The high pressure of the ProCore tube rips the center channel apart.
2. The high pressure of the ProCore tube presses down too hard down onto the center channel.
3. The high pressure of the ProCore tube the rim together and reduces the spoke tension so much that you'd need unacceptable preload on the spokes.
1. I haven't seen this but I suppose it only goes for the lightest/weakest of rims. A 1" high tube at 6bar would push as hard as a a 2" high tire would at 3bar. Sure Stans rims aren't rated that high so they'd probably fail but I expect most other rims to do just fine. After all, even though no one would do it, the tire sidewall says you often can go up to 4bar or so so I'd expect a generic rim should be able to deal with that too.
2. As mentioned, it may be an issue but as they went with a rim this low, they should have designed it to withstand radial loads like impact too in a more compact rim so it probably keeps up.
3. The rim is more flexible (than the conventional designs) so spoke tension varies a lot more too as you ride, absorb hits etc. The ProCore tube may actually cancel out some of that variation because unlike spokes, the pressure it applies to the rim bead doesn't vary as the rim deforms.
That said, weaves can do funny things when loaded so of course it would be best to know what pressures are allowed. And of course whether they allow you to drill a second valve hole.
@cravks: Yeah the regular 20 euro tube has some complex valve that when it clogs up is impossible to clean out. That is, I don't have a clue how to do that. So now I'm using a Pepi valve for the tyre and use a 1" tube with its own valve. The Pepi valve is tall enough to hold the air guide in place. First ghetto approach was to drill holes in the sides of a regular tubeless valve (through the rubber bit near the end) but it sealed soon enough so I soon enough went with the Pepi valve instead. As my rims are ProCore ready they already had the second valve hole drilled (4 spokes away from the first valve, covered with a black sticker) but as far as I know, all aluminium rims can have a second valve hole. I'd stick with the four spoke step and not more as you don't want to extend the area where you can't push the tire bead into the center channel. That would make tire installation/removal more difficult and would require the use of tire levers etc. Right now I'm only using two valves in the front wheel. The rear wheel still has the ProCore tube with a single valve. If it clogs up, I'll install a Pepi valve and a regular tube there too.
Don't know about the procore - but i believe the design concept is to remove the requirement for inserts / DH tyres etc?
I've been running a set for a couple of months at low pressures and have been seriously impressed.
Now I'm curious whether these Syntace W35 are actually Ryde Trace rims. The complete wheelset does use Sapim spokes and Sapim owns Ryde so I wouldn't be surprised if it is the same thing. I think Syntace did have a vision about what a rim was supposed to be like but needed a supplier to make that happen. They don't produce their own stuff as far as I know.
I don't question your sources nor your proficiency on installing tires. You may have noticed my tires have much thinner sidewalls than what you are using, so obviously that helps. That said, I also never met someone who had trouble removing a cassette using a chain whip. The a year ago I read a review here about an alternative for a chain whip (a catalog product like Decathlon has been offering for a good while before that) which was great because the PB reviewer always ended up with bloody knuckles when taking off a cassette. And I don't question their experience in taking cassettes on and off either. Sometimes stuff is hard. I won't judge.
Cushcore is not recommended but it’s fine if people use it on the Moto wheels.
@danielsapp : Thanks for figuring that out for us!
Coincidentally the sole Procore I have is nestled inside a hollowed out Cushcore insert. Giving better sidewall support to the Procore while adding the rock solid bead-lock attributes of the Procore along with tunability that Procore provides to "tire bottom-out."
@laksboy yes it has glued to the inside of the tyre once, but it wasn't that hard to pull it off of it. The biggest problem for me is sealing the valve and I don't know what it is but I think they screwed up the shape of it's base. I tried 2 different procore sets on 2 different rims and each case required extra shenneningans to seal it against the rim. I now run an extra gorrilla tape patch on top of the base tape, around the valve hole. Then I use an old, fat ring from Shimano UST valve, to pull the valve hard against the tape/ rim from the inside. Then unlike insides of tyres, I find procore to be a real pain in the arse to clean from old sealant. Normally I use a cut out bit of an old Slow Reezay Highroller and it peels off the old sealant in a matter of two strokes. Takes no more than 3 minutes to perfectly clean the inside of the tire from old sealant. Not with procore though. It works more like spreading diarrhea on inflatable swimming pool.
@vinay - for that particular reason, having room for both procore and a tyre with fatter casing I am pretty sure, Spanks wavy center will actually be worse. Companies should simply make a wider and deeper grooves to ease the installation, especially in wheelsets that will likely "wear" DH tyres.
Tannus seems convenient, I don't quite get why it would be easier to puncture than ProCore. I once got a nail (probably from a boardwalk section) through both tire and tube. The tire sealed, the tube obviously didn't and deflated. That also made me realize how much pressure you need with regular tubeless to get some stability. Because that's obviously how I needed to finish my ride. Either way, that nail could have punctured a tube inside the Tannus system too but it is a matter of minutes to swap a tube (which is just a regular tube). And a few minutes at home (or during a picknick) to patch the old one. I'm curious to read from someone who has ridden with the system. Either way, I think ProCore is still the best system for what I need. But Tannus sounds like a good idea for when I just don't want the complexity and mess of tubeless and hard to find spares. Like when on a trip or for a spare wheel. I currently don't quite see the advantage for me in the other systems (HuckNorris, MrWolff, Pepi, CushCore, regular tubeless...). And of course people who run a rim that's incompatible, they can't get ProCore either. Though with the alternatives on offer, I'd just choose a compatible rim.
my roval carbon wheels are getting rough and cutting into the tires sidewalls causing early leaks before the thread wears off... I wasn't sure if I should buff them back, or apply a very thin epoxy to make them smooth again and hide the fiber that cuts right trough tires... I used flexible epoxy for plastic bonding, but eventually comes off after dozen of rides...
What I'm really curious about are the jigs they aren't showing us. I find it really hard to believe those test methods are their 'core' tools for product development. Bench marking, sure...but that's not nearly as fun as setting the bar.
Why is radial compliance on wagon wheels suddenly wanted when we've been being told that wagons roll so much better over surface irregularities and obstacles? To be able to have lower lacing tension?
Who???