Continental Tires: Inside the Factory
Continental have been advertising that their high-end tires are handmade in Germany for a few years now, but how do you go about making tires by hand? With a frame, at least an aluminum one, you know what to expect - it’s been put together by a man with some welding experience and a hammer. But a tire, well, that just had us stumped. So when Continental invited us up to their headquarters in Korbach, Northern Germany, we jumped at the chance to see the procedure firsthand.
We followed their production process from design and prototyping, right through to the finished tires that you can buy off the shelf, but you'll probably notice that we don't show the same tire throughout the article. This is because the production line manufacturers different tires on different days, and we were lucky enough to catch it as that change was happening. The fact is that the same process is used for all of the tires made within the walls of the Korbach plant - just the sizings, rubber compounds and materials (like the bead ) obviously change between the road models and World Cup-ready downhill tires.
Stay tuned to Pinkbike as we'll have an exclusive first test of the new Rammstein downhill tire next week.
www.conti-online.com
We followed their production process from design and prototyping, right through to the finished tires that you can buy off the shelf, but you'll probably notice that we don't show the same tire throughout the article. This is because the production line manufacturers different tires on different days, and we were lucky enough to catch it as that change was happening. The fact is that the same process is used for all of the tires made within the walls of the Korbach plant - just the sizings, rubber compounds and materials (like the bead ) obviously change between the road models and World Cup-ready downhill tires.
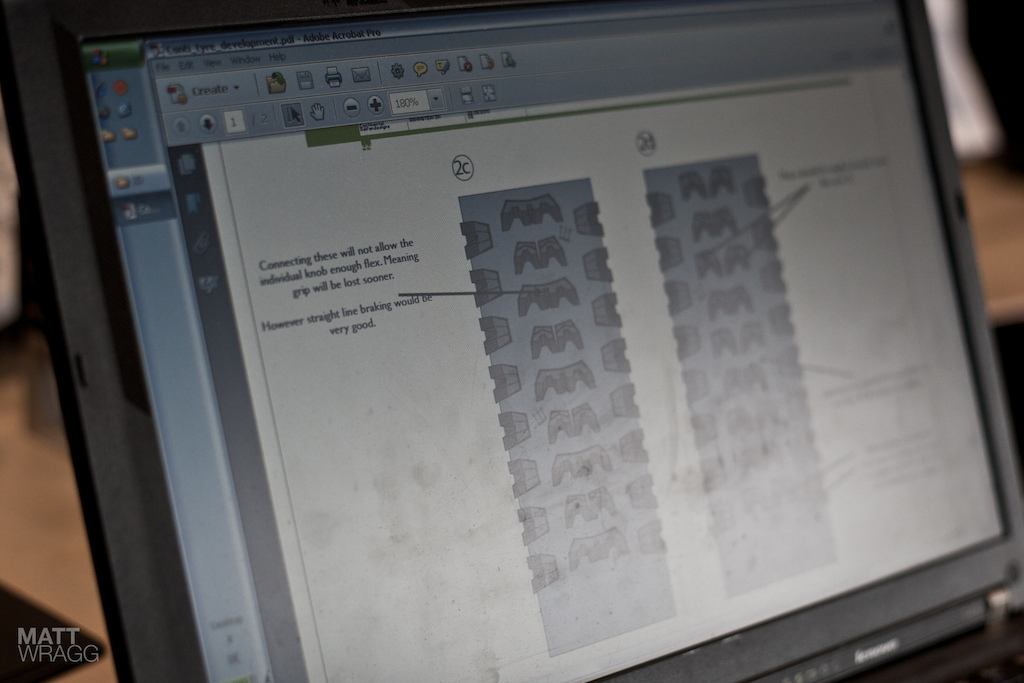 |
 You're looking at the starting point for their forthcoming downhill tire - the Rammstein. After talking in great detail with their sponsored athletes - Continental worked closely with the Atherton family for this tire - they took their requirements and created this 2D image. At this stage of the tire's life they tried a few different options and, as you can see, evaluated how each individual characteristic would perform in the dirt. You're looking at the starting point for their forthcoming downhill tire - the Rammstein. After talking in great detail with their sponsored athletes - Continental worked closely with the Atherton family for this tire - they took their requirements and created this 2D image. At this stage of the tire's life they tried a few different options and, as you can see, evaluated how each individual characteristic would perform in the dirt. |
 |
| Rapid prototypes were made once Continental felt that they had something ready to be investigated further, with the plastic tire shells letting them study how the shape affected the grip pattern. These lifelike models are an important part of the design process before heading to the mold, allowing the designers to see the tire's layout in the real world as opposed to on a computer screen. |
 |
 |
| This is one of the starting points for any tire: rubber. Each batch has a very strict use-by date once it has been mixed, and the compounds of the rubber are very specific. The compounds are mixed from various substances to create a balance of grip and durability that that matches the end product's intended use. Understandably, Continental was not keen on telling us much about their compounds. Before it can be used, the rubber needs to be worked to remove the air from it, which is done by heating it and then running it through a roller-press. Loud pops as air bubbles burst from within can be heard as you walk by the machine. Once the air is gone the rubber is stored on rolls and ready for the next step. |
 |
| Another important ingredient for any tire: nylon. These sheets of nylon, once sized for the specific tire that it will eventually create, will be joined with the rubber to create the casing. |
 |
 |
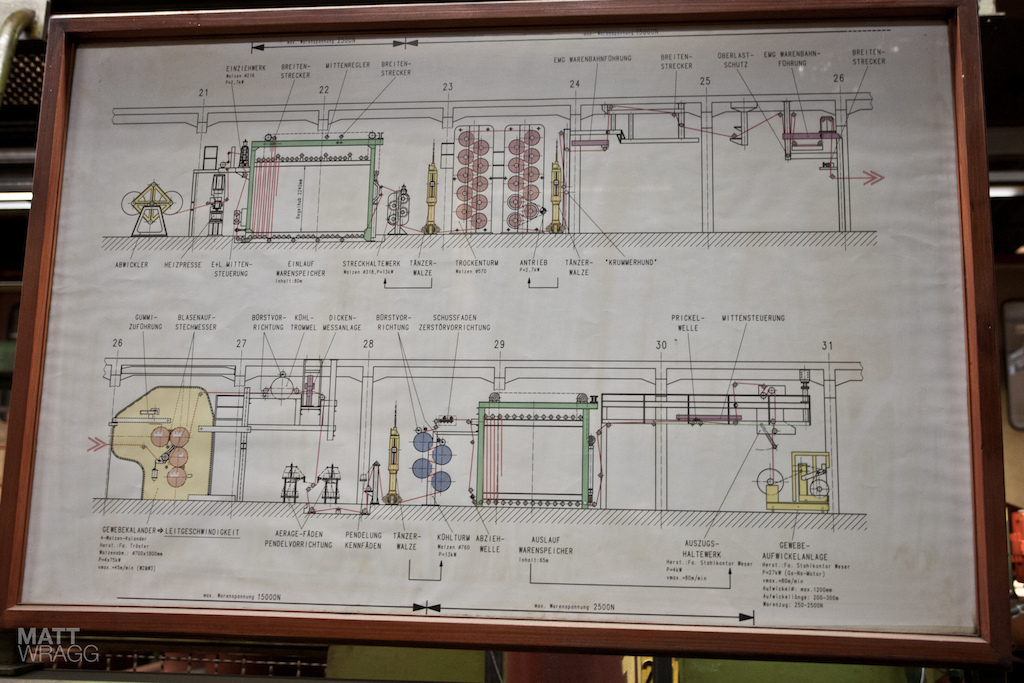 |
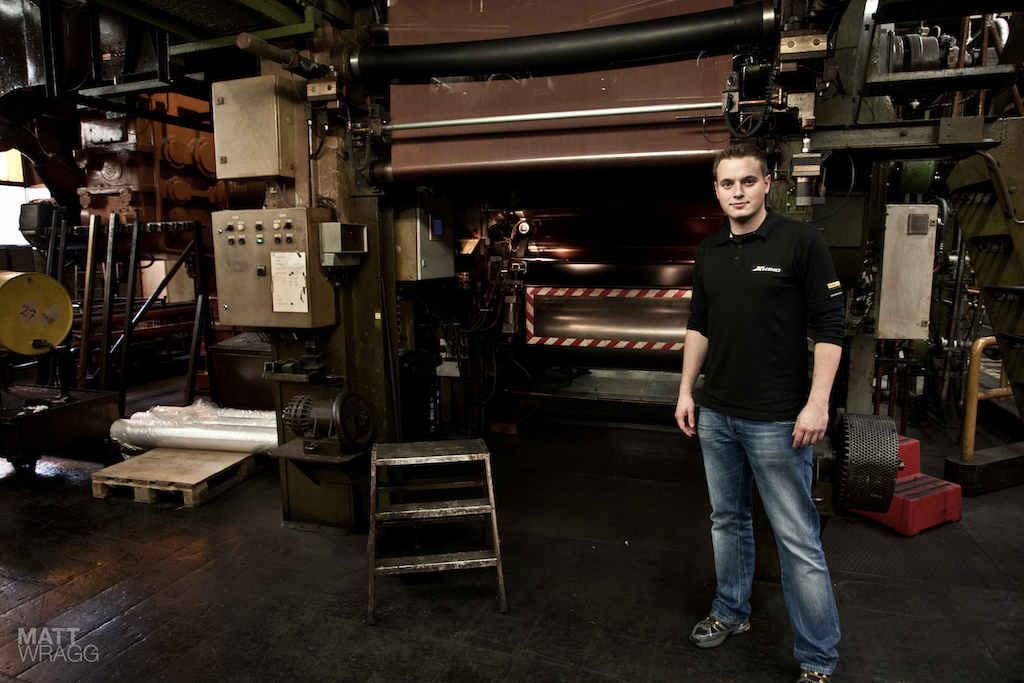
| Production starts in earnest here, in this giant machine. Christian, one of the research and development team members at Continental, is standing in front of the machine to give you a sense of just how big this monster is. The complex diagram maps out what happens inside. Roughly speaking, the top level prepares the nylon for the rubber to be introduced, and it's at point 26 on the diagram where the two become one. The hot rubber and nylon are forced together at this stage by a series of rollers running at different speeds to create more friction. Once combined they are then allowed to cool down and are stored on rolls at the end of it all. |
 |
| Strands of cotton run through the rubber and nylon mix, allowing air to escape when the tire is pressed later. Different of colours of cotton are used to mark which type of tire the material is for. |
 |
| One of the finished rolls. As you can see, the rubber and nylon are now like one material - this will form the casing for the tire. |
 |
 |
| This strip of rubber is what will eventually become the tire's tread (top). The tread rubber is forced through a die to create a specific shape and precise thicknesses across its width. It is then cooled over a series of rollers and then stored between a layer of fabric, used to prevent it from sticking to itself. |
 |
 |
| For wire-beaded tires, the beading begins its life as a roll of copper-coated steel wire. It is then pulled under tension through a machine that coats it with rubber (top). |
 |
| The rubber-coated beads are then curled into a loop that matches the precise diameter of its intended rim. |
 |
| Finally there is the schaeffer, the fabric strip that is wrapped around the bead. Now all of the components needed to make a tire are present, although they still need to be combined. |
 |
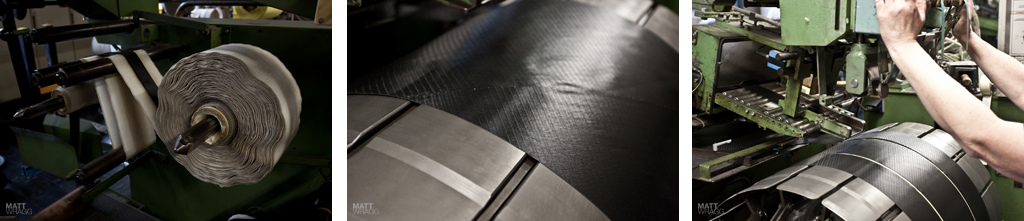 |
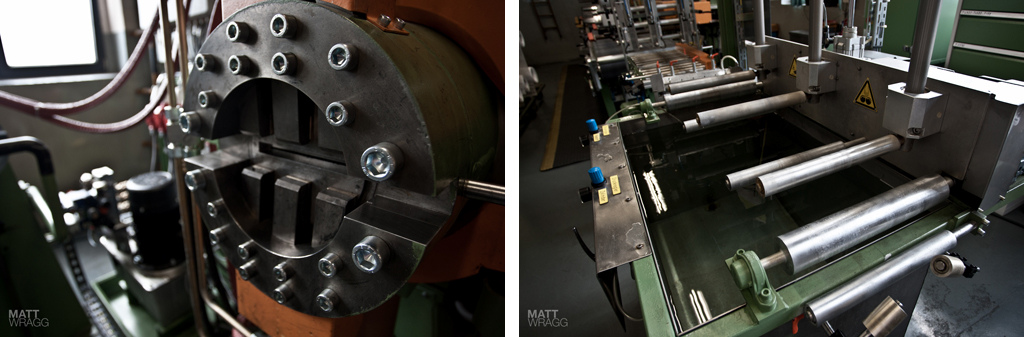
| This is where you really understand why Continental say that their tires are handmade: each one is assembled individually by a single person. The components of the tire arrive on the large assembly machine in the top photo. The tread rubber is shown, lower left, rolled in its cloth backing. The casing rubber is rolled onto the tire-forming drum (bottom center) and cut diagonally to size by the operator. The beads are wrapped onto the casing fabric first (bottom lright) and then the tire-making drum automatically folds the casing over the beads. The casing is nearly complete |
 |
| A strip of schaeffer cloth is laid over each bead and the tread rubber is then rolled onto the centre. The schaeffer and tread are trimmed down with a pair of scissors to fit perfectly, and heat is applied to seal the rubber. |
 |
| There you go: an un-pressed tire. All it needs now is some hot-patch labels and it will be set to the presses, where the tread rubber is forced under heat and pressure into the molds that give it its final shape. |
 |
 |
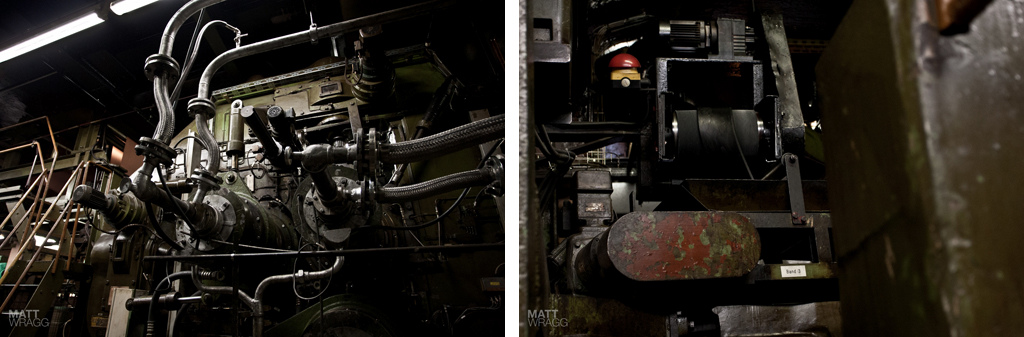
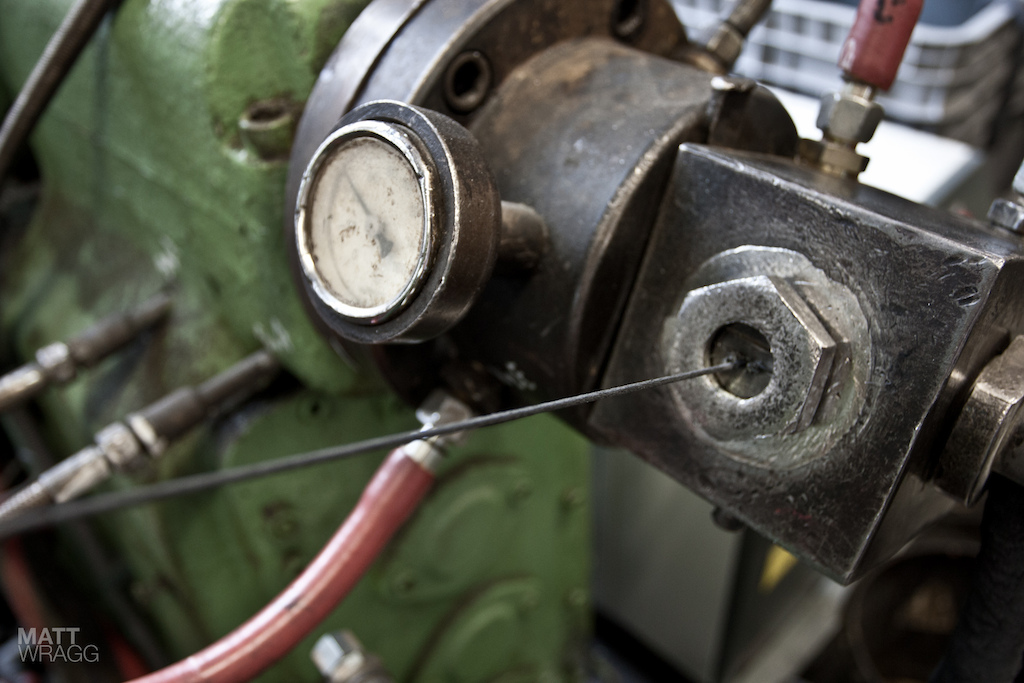
| You have to respect anyone who works here in the presses. They use steam heated to 180 degrees centigrade, and on the relatively cool day when we visited it was still stiflingly hot... it doesn't bear thinking about how hot it gets in here during the summer. And that little yellow notice on the bottom right roughly translates to "watch out, this thing could kill you". |
 |
| A look inside the press. The tire is mounted in the centre, where hot steam inflates an internal bladder that forces the uncured tire into the mold. |
 |
 |
| Each type of tire has it's own mold - if you look closely you can see exactly what the tread pattern will be on their new Rammstein downhill tire... The little holes at the top of the mould are to let air and excess rubber escape - that's what creates the little rubber dangly things (it's a technical term ) you find on new tires. |
 |
| Here, the tire is shown, placed in the press. The tread mold is two matching halves that clamp over the tire. Heat and pressure then cure the rubber, forming the tread and mating the tread, casing and bead components into one structure. |
 |
| A smoking hot, fresh tire straight from the presses. |
 |
 |
| Of course a new tire design will need testing. This is the durability test where they run the tire over the big, uneven metal wheel with a weight of 50kg to see how well it survives. They needed to manufacture their own wheels with industrial-standard hubs for this, because normal mountain bike wheels aren't up to the kind of abuse they put their tires through in testing. |
 |
| Pinch-flat testing. A weight of 10kg is dropped from various heights onto an inflated tire. |
 |
| Finally, the penetration test to see how hard it is for a sharp object to break through the tire. |
 |
| Made with love. Head of marketing Joerg, the legendary Ulf, and the new Rammstein DH tire - handmade in Germany. |
Stay tuned to Pinkbike as we'll have an exclusive first test of the new Rammstein downhill tire next week.
www.conti-online.com
Author Info:

Must Read This Week
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
www.youtube.com/watch?v=V0P3oQWo22A
Quite interested in seeing what the cheap baron is going to be like.
Maybe its a matter of what you are expecting...
IIRC it means " You, You Hate Me"
I downloaded some english Rammstein years back thinking it'd be cool to hear the english version, it definitly puts a twist on the songs, thats for sure.
However,I hope that employes are well paid for this kind oj job ...
cheers!
www.conti-online.com/generator/www/de/en/continental/bicycle/general/innovation/supersonic_en.html
Just fitted der kaisers to my dh bike and first impressions are good, I am not expecting any sidewall problems as they feel like mx casings, rq feels like rizla in comparison, a week in the alps will put them through their paces next week.
en.wikipedia.org/wiki/Ramstein_Air_Base
There was a horrible airplane crash in 1988 during a flight-show where 70 people died in the flames. It is said that the band chosed their name after this accident. But they never said it offically...
i want to see some cranks being forged
or
You - You own me!
because the german "hast" spoken out could mean both. So it's up to your interpretation :-)
Work on Conti! I like you for doing stuff in Germany but you need to step it up in XC/Trail and AM departments (from what tested myself) - you're still behind Schwalbe and Maxxis. And don't claim things like Tubeless ready when it's not true, to some people it is really what makes decision to buy a certain product!
will never ride another tyre again, ever
Latest Protection series DO NOT SEAL themselves as tubeless. And there is a reason for that: the sidewalls are too stiff and the border is too hard, they feel more like plastic than rubber and 2. they aren't tight enough. For a comparison Schwalbe TL ready tyres seal with the use of just the floor pump on any rim incl XC717 with stripe!
No big deal, Protections are worth their price, just don't mislead people being after a TLready tyre
lots of people running non ust conti stuff as tubeless but anything other than dh cased tires need some fettling
their ust versions are perfect.
www.conti-online.com/generator/www/de/en/continental/bicycle/general/innovation/Protection_en.html
Fkn neg proppers, yea I'm full of shit and I am fkn nuts...
"For optimal results with the seal and during use, we recommend use of the new Continental RevoSealant."
Looks like only the Revolution Tubeless Ready Protection tire is TL..
www.bikerumor.com/2012/04/21/soc12-continental-adds-revolution-protection-series-tubeless-ready-mtb-tires-matching-sealant-thats-good-for-you-environment
'You used sperm instead? I'd believe that because you are obviously a real wanker. Seems like your overdue for another one!
Falco1000 - Conti makes UST and Protection where both have nothing in common and are separate models along with supersport.
Their revolutionary sealant - please. Joe's has sealed all other tyres I tried.
While trying to put Conti Mking II on I was assisted by a mechanic with several years of experience.
I bought and tested more tyres in recent than fkn MTB Action and spend lots of time in bike workshop - stop treating me as a fkn idiot. What else, can I read, have I loosen the valve before inflating?