Renthal: The Life Of An Integra Stem
There is a small list of companies who do things differently. Companies like Chris King, Thompson, Hope... Companies whose histories are steeped in engineering experience and obsession with detail. Among motocross fans there has been one company who have belonged on that list for more than fifty years now - Renthal. Founded in the 1960s and based in a small industrial unit on the edge of Manchester, England. With their reputation for making strong, light and well thought-out kit, this tiny company conquered the world of high-end motocross handlebars and components. Today they supply parts to everyone, from giants like Honda to a legion of privateer racers and riders.
Mountain bike parts may have seemed an obvious step for a company with so much experience making motocross components, but no. In the mid-90s they tried collaborating on Pace's ill-fated, and as it turned out, far too light, Sub 180 handlebar (it weighed less than 180g, hence the name). After that failure, founder Henry Rosenthal was reluctant to dive back in, as he would not consider being anything less than successful. He was persuaded to give it another go and Renthal re-entered the mountain bike world just over three years ago now.
Launched last year, the popularity of their direct-mount stem, the Integra, has taken them by surprise and they can barely get them out the factory fast enough. We were invited up to their Stockport headquarters, where all of their kit is still made on the one site, to have a look at how they developed the Integra stem.
 |
 Research and development engineer, Simon Brocklehurst, is the man responsible for the first stage of the development. Research and development engineer, Simon Brocklehurst, is the man responsible for the first stage of the development. |
Audio Loading...
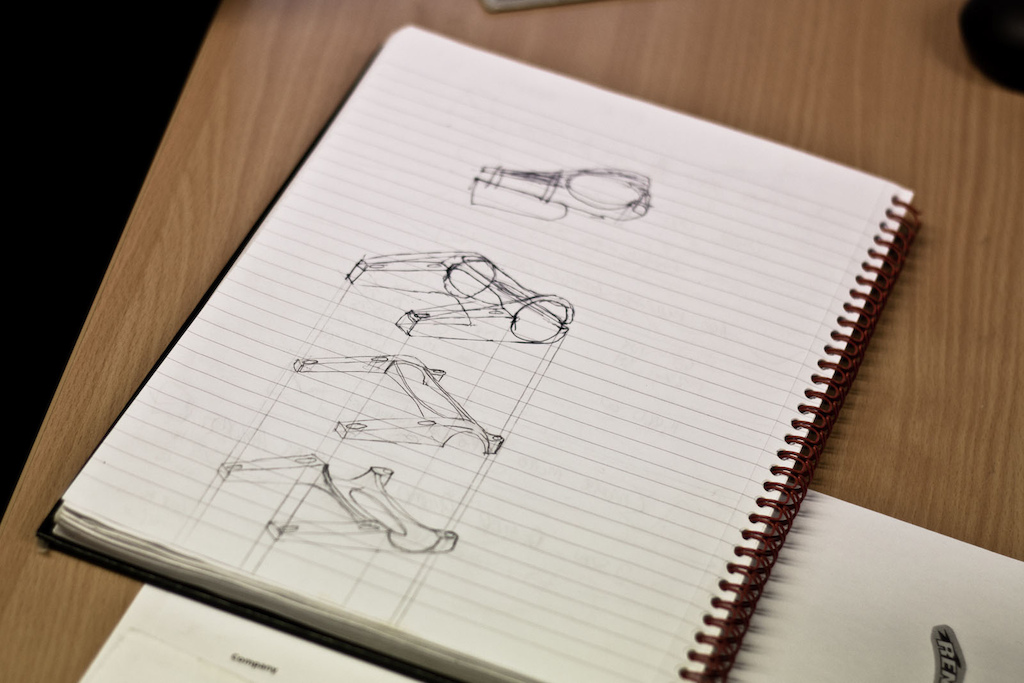 |
| Genesis. Day one. Ground zero. This is the first ever sketch from the meeting when their mountain bike team sat down and agreed that they should make a direct mount stem. |
 |
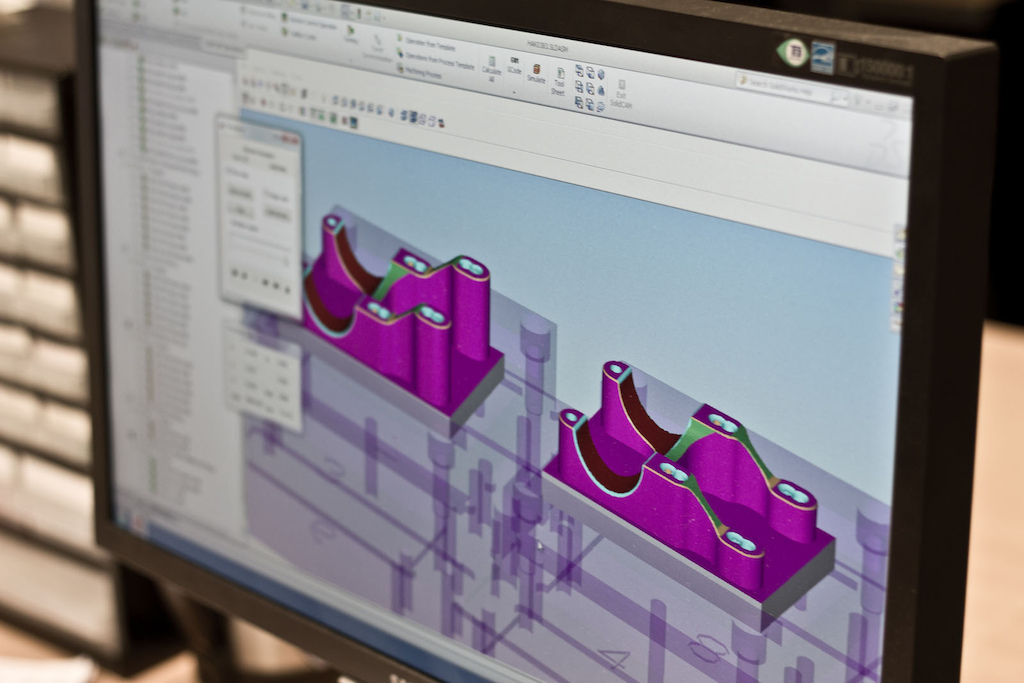
| From the initial sketch they moved onto the computer and began designing the stem in the Solidworks CAD system. At this stage they can produce incredibly detailed models that can even check weights, how the stem would interact with the components around it on a bike and which manufacturing processes would be needed to make it. From this digital model they also run a range of calculations and finite element analysis (FEA) to simulate how strong a product will be and what forces it needs to be able to withstand. Their testing as shown that the results from these models are within five percent accuracy of the real parts. |
Audio Loading...
 |
 |
| After the digital model is ready, the next stage is to produce a rapid prototype. This is a plastic model made on a 3D printer to give them a feel for what it would actually look like. Although the prototypes aren't tough enough to ride with, they can take bolts and be fitted to a bike to see how they will sit and work with other components. These models are cheaper and quicker to make than metal prototypes, so they can test a few ideas before committing resources to producing a metal version. |
 |
| To produce the metal versions of the stem they first need to programme the CNC machines. The whole process is mapped out and simulated on computer. Later, when the stem reaches production this programme will be constantly re-examined and re-assessed to make sure it is as efficient and fast as possible. |
Audio Loading...
 |
| CNC machining is used for all Renthal's production and also to produce the majority of the fixtures used to hold those products in the CNC machines. Sometimes, though, a bit of old school, manual machining skills are required, and the man with those skills at Renthal is Tom Morgan. |
 |
| Starting out here is the block of raw metal, or billet as they call it, cut to length for an Integra stem. Two of these are used for each stem - one for the top part and one for the bottom. It is 6082 aluminium that has been heat-treated to the T6 condition. |
 |
| No, this isn't some nightmare contraption built by a Bond villain, it's the different tools they use through the CNC process. |
 |
| Billet is bolted to the fixture to hold it in place during machining. Through the production process it is taken out four times to change position to create the distinctive shape. On one side is the top part of the stem, the other is the bottom. |
 |
| Coolant is pumped onto the work piece during machining to keep the temperature down and wash away cutting debris. |
 |
| Every stem is de-burred by hand to make sure there are no sharp edges left after the machining. |
 |
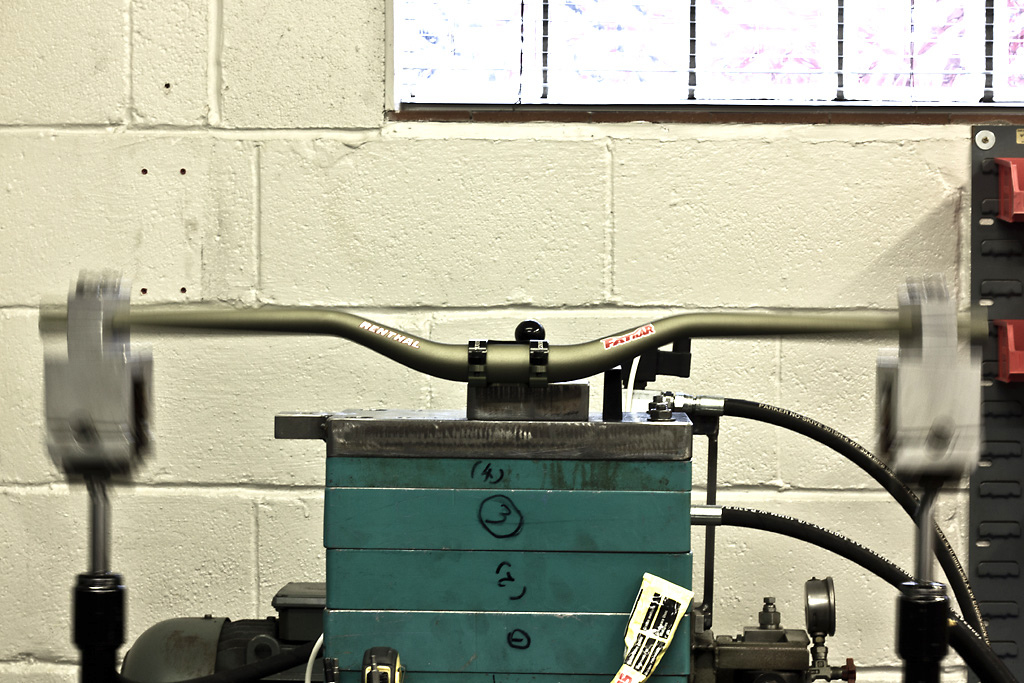 |
| Once they had metal prototypes of the stem, it was time to start testing them. All Renthal's products meet the European standard, EN14766, but actually they test them well beyond those limits as they want their customers to be able to rely on their kit. This is the fatigue test - a stem is mounted to a solid fixture with a handlebar in place and tested in two parts. First there is an "out of phase" test where a load of 28kg (270N) is applied upwards to one end of a handlbar mounted in the stem, on the other end of the bar an equal force is applied downwards. This is designed to replicate out of the saddle sprinting and is repeated through 100,000 cycles. Then there is the second, "in phase" test, which simulates riding on rough ground. A load of 46kg (450N) is applied downwards to both ends of a handlebar and then upwards. Again, they repeat this for a cycle of 100,000 repetitions. To pass these tests a stem must not fracture or crack in any way. |
Audio Loading...
 |
 |
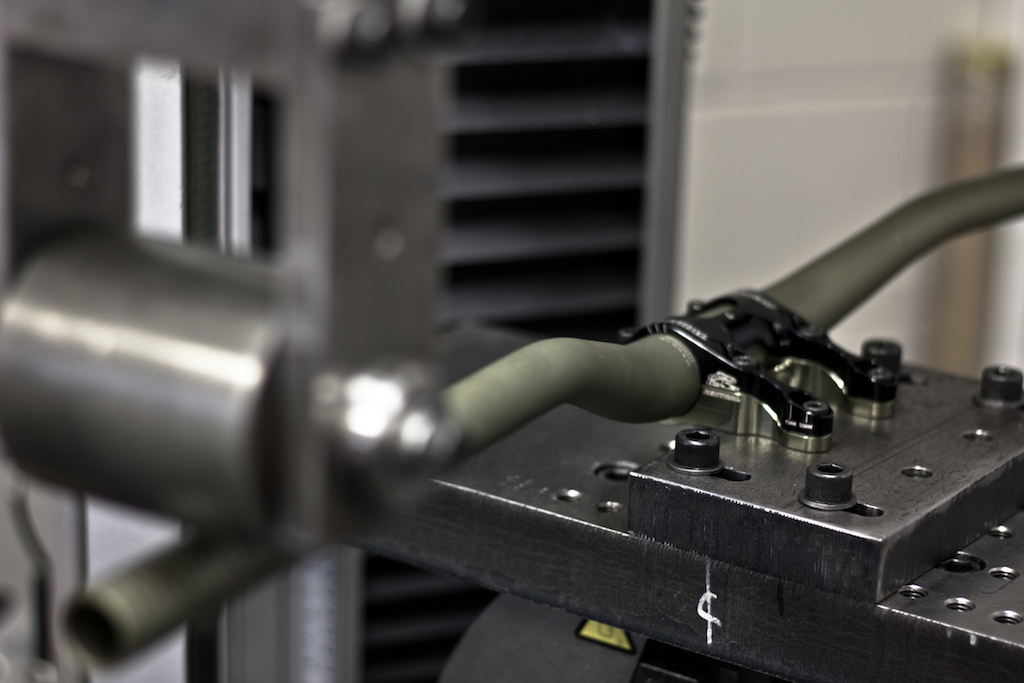
| The Instron machine. Sitting there quietly in the corner of the room, this is a bit of a beast. At full power it can deliver over twenty tonnes of force. Using this machine they carry out three different tests from EN14766: lateral bending, forward bending and torsional security. Lateral bending is making sure a stem won't crack when it is twisted. A solid steel bar is mounted, rather than a handlebar, and 102kg (1000N) is applied near the end of the bar for a minutes. To pass the stem must not crack in any way and should not deform by more than 15mm. Forward bending is to simulate the kind of forces you create when you land a jump. 163kg (1600N) is applied to the handlebar mounting point at an angle of 45 degrees (the general direction you'd be travelling in if you landed hard) for one minute. To pass, it must not crack and should not deform by more than 10mm. This is then repeated with a force of 265kg (2600N) for another minute. For the second stage it must show now visible cracks or fractures. Finally there is the torsional security test. This time they are looking at whether a handlebar will move out of position. A torque of 80Nm is applied to the centre of the stem clamp and to pass the bar must remain in position. As with the fatigue test, Renthal then repeat these tests, exceeding the loads set out by EN14766, to make sure the stem complies with their own, tougher standards. |
 |
| QA Manager, Dave Cartledge, you get a real sense he enjoys being around these machines. |
 |
| Once all the tests are passed, they are ready to ship prototypes out to their sponsored riders for testing. After years of experience working with racers to help develop their motorcycle parts, Renthal take the feedback from their athletes very seriously. Even when a product has passed their rigorous testing, they will only release a product to the public if their athletes are happy with it. |
www.renthal.com
Author Info:

Must Read This Week
Sign Up for the Pinkbike Newsletter - All the Biggest, Most Interesting Stories in your Inbox
PB Newsletter Signup
-
About Us
Contacts FAQ Terms of Use Privacy Policy Sign Up! Sitemap -
Advertise
Advertising -
Cool Features
Submit a Story Product Photos Videos Privacy Request -
RSS
Pinkbike RSS Pinkbike Twitter Pinkbike Facebook Pinkbike Youtube Pinkbike Instagram
Newsletter Signup
Copyright © 2000 - 2024. Pinkbike.com. All rights reserved.
dv56 0.058024
wingnutt.pinkbike.com/blog/80HD-Custom-Crown-and-Stem.html
That is what I have learned from the University of PinkBike. Perhaps a real engineer can take over and tell me if I'm just reciting marketing jargon.
Forged parts CAN be stronger than equivalent machined parts (with aluminum, they tend to have better fatigue properties). However, for well designed and properly manufactured parts, these differences really will be minimal. They'll be fractions of the factor of safety on the product. Nothing to really write home about.
Far more important is careful machining (even those castings get post machined) and quality control, as even small imperfections and nicks can cause stress risers that can lead to greatly accelerated failure - so buying components from companies who extensively test and control manufacturing (whether in- or out-house) is incredibly important.
For any forging, the tooling can be incredibly expensive - so if the volume isn't there to support it, machined makes a lot more sense (or near-net-shape extrusion machined to size, which is what I would have done for these stem pieces had I been designing - extrusion tooling is generally pretty damn cheap and it saves a TON of machine time and wear!). For small companies like Renthal, forged is not going to happen, unless you want that $15-20k tooling amortized over your 500 stems a year! Oh, and don't forget you STILL need to machine the forging afterwards to hit those hole locations, flatness specs, perpendicularity to the clamping axis, surface roughness and diameter on the clamping surfaces, and so on.
On a side note, cast aluminum is crap for strength, so any weight critical highly stressed member like a stem should NEVER be cast. There are plenty of applications where cast would be fine, though - brake lever bodys, shifter bodies, derailleur components, etc.
www.facebook.com/photo.php?fbid=416985351657863&set=a.352663588090040.76923.146505212039213&type=1&theater
OH f*ck NOW I'M DOING IT
just wish they could slim their chainring's body width down a little, it does not play happy with many popular chain devices on the market....
not a problem I've ever had with E13 or Middleburn rings on the same chain device?
Did they not also collaborate with Pace on their mud shedding chain rings?
Its these kind of articles that make me glad im studying mechanical engineering. this kind of stuff is so interesting.
Since it can take 1,8 tons of instant pressure before it snaps, i think it is reliable enough. Your handlebar will snap before the stems does. And when it comes to testing, it has been put through the same stress-test as the Renthal stem without showing any signs of damage, and it is only the prototype i'm talking about. This strenght could also have something to do, with the fact that it is made from titanium..
Apart from that, i don't know where they are made, but i know that they are pretty damn strong. The reason for, why this stem is so cheap, is because he get's them directly from the factory and he has decided to sell it a little cheaper, without getting that much money from the sale.
Two of the best danish downhill-riders also rode Renthal, untill they tried these. They say, that the Renthal feels wobbly compared to these..
But whatever. I'll just return if/when it becomes one of the best and cheapest on the market, just to tell you that you didn't believe it would become anything, and that you were wrong..
I totally agree, a truly exceptional grocery getter.