Inside BMC: Behind the Scenes With the Swiss Risk Takers

To understand BMC, you need to understand what BMC stands for. Quite simply, it stands for Bicycle Manufacturing Company. It is a perfect Swiss name – straight forwards, utterly without pretense and very efficient in explaining what the company does. In a world dominated by social media and carefully cultivated public images, it is endearingly honest. Fun, even. To those unfamiliar with Switzerland 'fun' may seem like an unusual choice of adjective, but despite their straight-laced reputation, in my experience, the Swiss, as a whole, are pretty good fun to spend time with. Certainly, by the end of my day with BMC, I came away with an overwhelming impression of a genuine shared sense of excitement and enjoyment amongst the people working here.
Writing about BMC right now is a little difficult though. A few days after we visited their HQ their long-time investor, Andy Rhis, died after suffering for a long time with illness. It is hard to write about BMC without him. Although he may never have held a day-to-day job, his mark on the company is indelible. After making his money with a hearing aid patent he began investing in a nascent BMC in the 90s and his enthusiasm, passion and willingness to encourage them to innovate has shaped the company.
In the Germanic business tradition, he allowed the business to put aside the bottom line to an extent not possible with regular shareholders, and it is under his guidance that they established a facility in Grenchen, Switzerland, to perfect the art of working with carbon fibre. While most high-end companies now work with carbon, this facility is unique – when BMC opened this facility in 2010 nobody else in the industry had such extensive in-house technology. Anybody who works with carbon will tell you that there is a massive learning curve to getting the best from the material, yet it has not all been plain sailing for BMC.
The original idea was that they would produce their high-end bikes in Grenchen, but in 2014 they acknowledged that it simply was not feasible and by the time they had truly understood the technology they invested in, it was no longer cutting edge. So to keep up with the competition in terms of both cost and quality, they had to keep their production in Taiwan. With that decision, this facility was re-purposed as their R&D centre and their test lab for new ideas and technology for their range of products. It became the beating heart of a company who have always put great value in bringing new technology and ideas to market.





Their design team is based in the main building of their HQ. For a company the size of their design team is very noticeable - BMC clearly is not afraid to invest their resources in the engineering side. Of the 75 people they employ here in Grenchen more than 10% of that total work in engineering.

BMC's Impec Lab was the focus of our attention. Opened in 2010, its sole purpose is to chase the ever-shifting goalposts of making the perfect carbon bike.




As you walk into the Impec Lab you are greeted by their museum - charting the development of their mountain bikes from late 90's experiments onto straight tubing, hydroforming, then carbon fibre.

In their relative isolation, BMC developed their VPS suspension system which, the keen of eye will notice, is based on the same principles as the Outland VPP patent owned by Santa Cruz where the two links move in different directions. Because they developed this system before VPP was bought, they were free to use it for several years while across the Atlantic lawsuits and licensing fees were flying about.





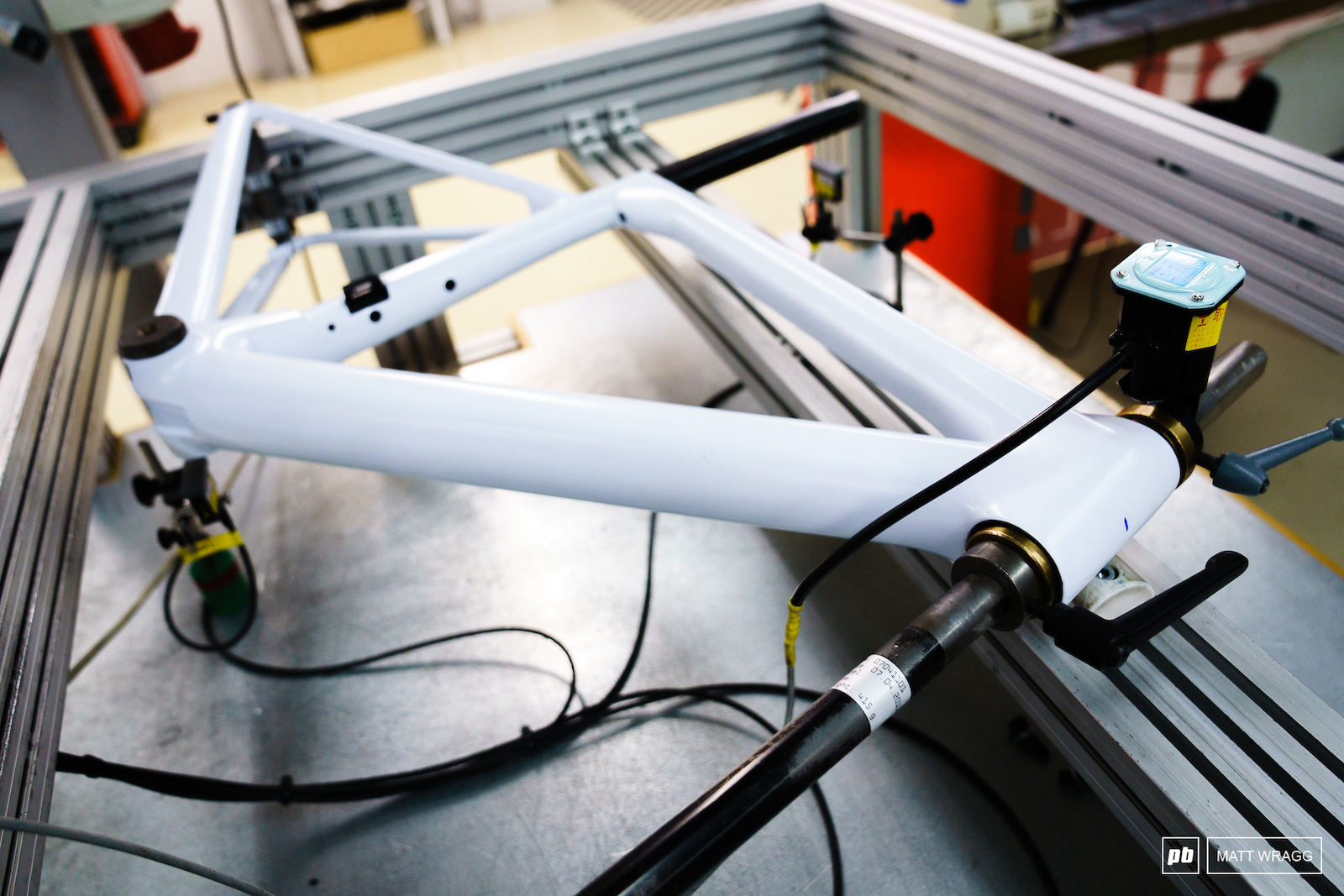


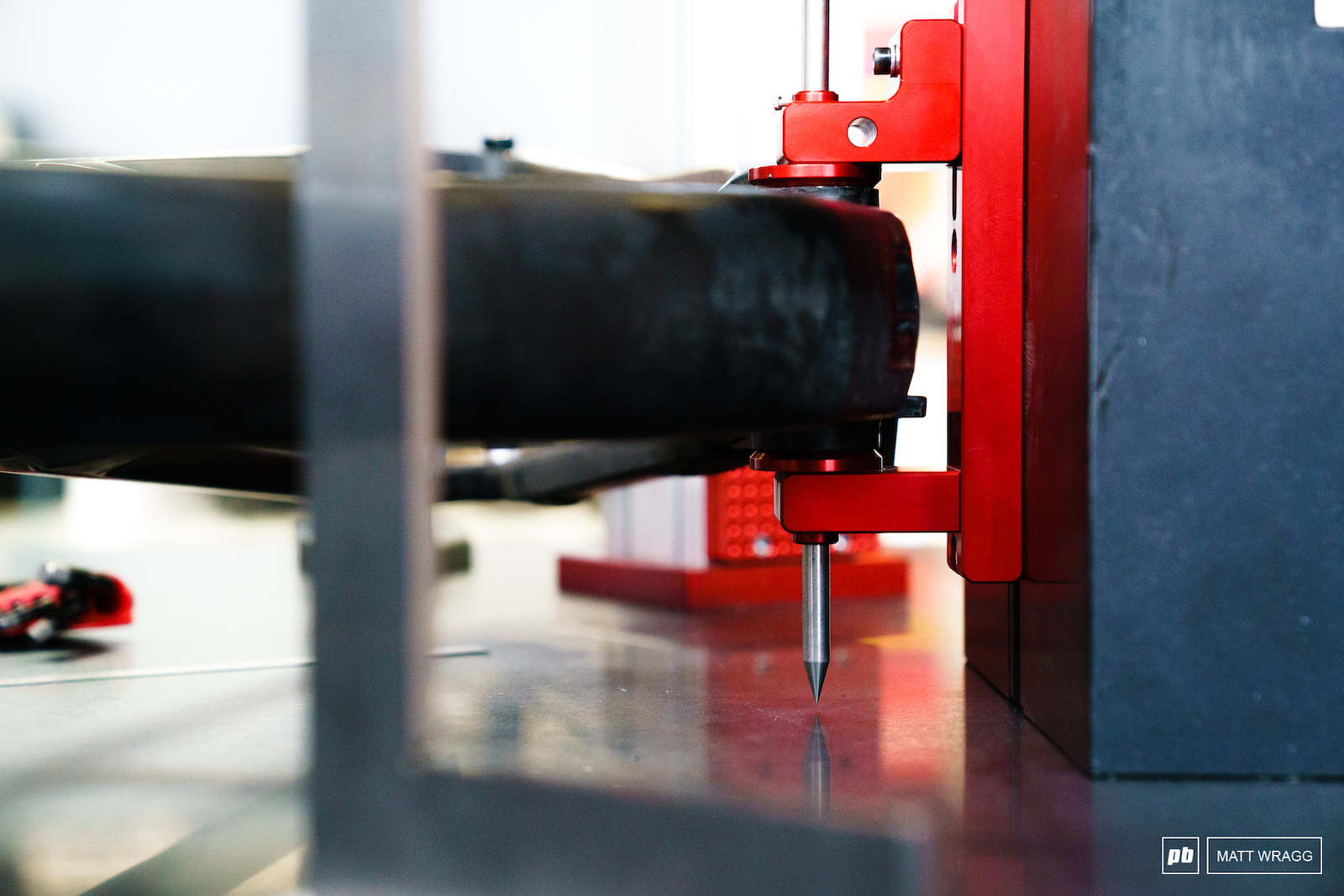
Because they are making prototypes in-house, it should come as no surprise that they have instant access to an extensive testing facility. Every single prototype they make passes through this torture chamber, then a random 15% of the pilot production run gets tested and finally, 1% of the final production bikes get tested, too.

It is behind these doors that the real magic happens.




The team behind BMC's carbon mountain bike development (clockwise from top left): Stefan Christ (Head of R&D), the head of this team and BMC's mountain bike division; Peter Staemplfi (MTB Product Development Engineer); Mariano Schoefer (MTB Product Development Engineer) and Angelo Visno (Prototyping Supervisor) who is the aluminium master - he is responsible for anything shiny, including machining the moulds for their carbon layups.





It may surprise you to find out that their new frames begin here - on a measuring table with a bandsaw. Stefan and his team are certainly not precious about the frames they create, so when it is time to try a new idea their starting point is always an existing frame. This gives them a solid base that they understand and that has all the features they need to make a working bike. For instance, laying up internal cable routing is a pain for a prototype, so they place their cuts to keep the existing system intact. This also means they know that the greater part of the frame will be safe to ride. This particular frame has something of a sad story behind it. It is a modified Trail Fox, adapted for Lorraine Truong to race World Cups on - something she never got the chance to do because of her brain injury.

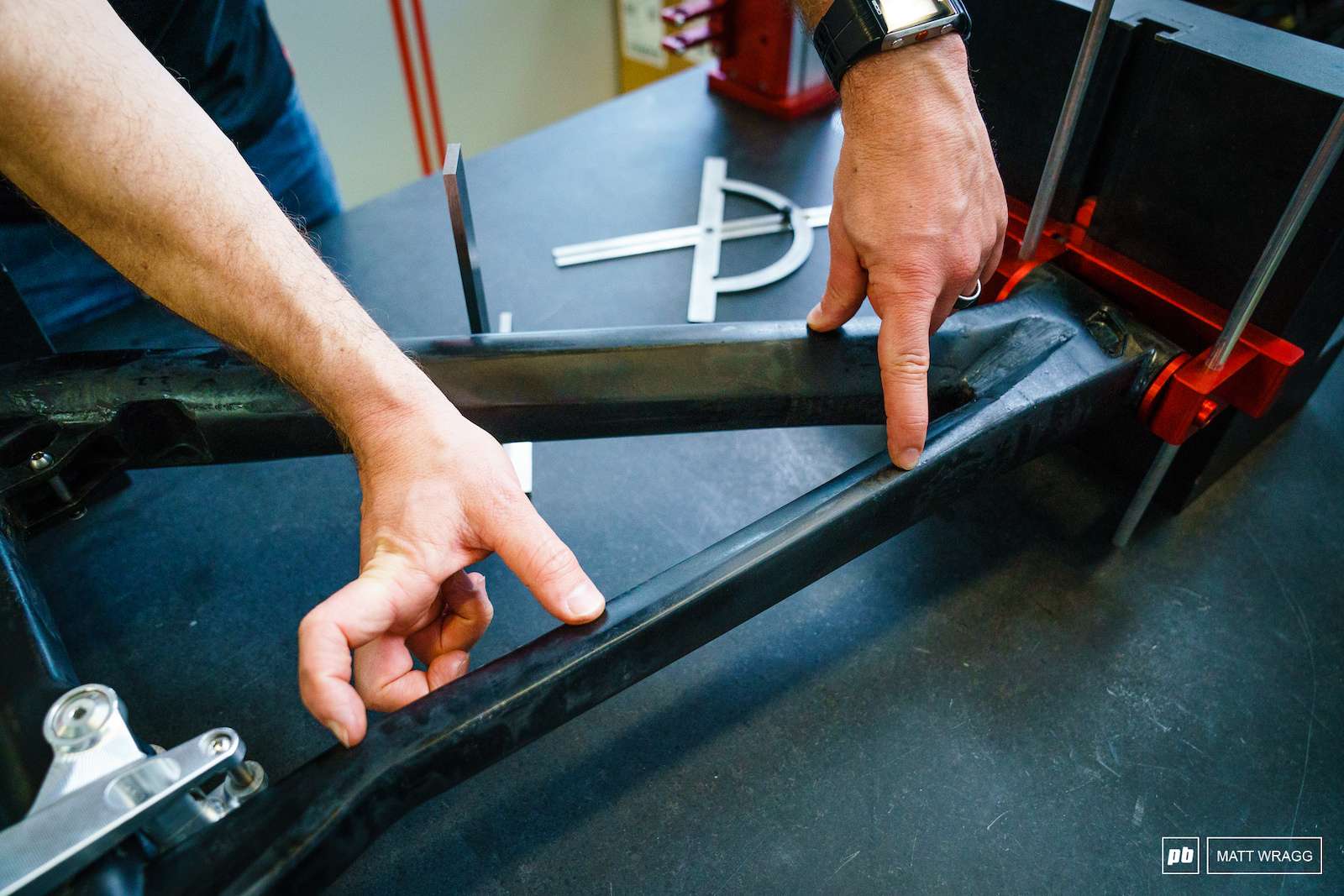


Looking closely at this frame, you can start to understand how they operate. The front has been re-worked to slacken the headangle to DH-worthy territory (the stock bike started with a 67-degree headangle) - this was done by replacing the downtube and the toptube and leaving the headtube intact because it is a more complex and critical shape, complete with cable ports. At the back, the rear stays were cut to lengthen the chainstays. In the centre, the shock mount was re-worked to create space for a piggyback and custom links were machined to adapt the kinematic to DH. It may all look a little rough and ready, but that is because it is precisely what it is. For a prototype like this, they err on the side of safety over-building the new parts and finishing any cosmetic imperfections with filler to create a frame that is fully rideable, but less refined than you would expect to pick up from your local bike shop.





Understandably, BMC is keen to show off how they developed their new Trail Sync technology - where the seatpost is integrated into the frame and works in conjunction with the lockout for the rear shock. Again, they started with an existing frame, this time removing the seat tower section to accomodate the integrated post.

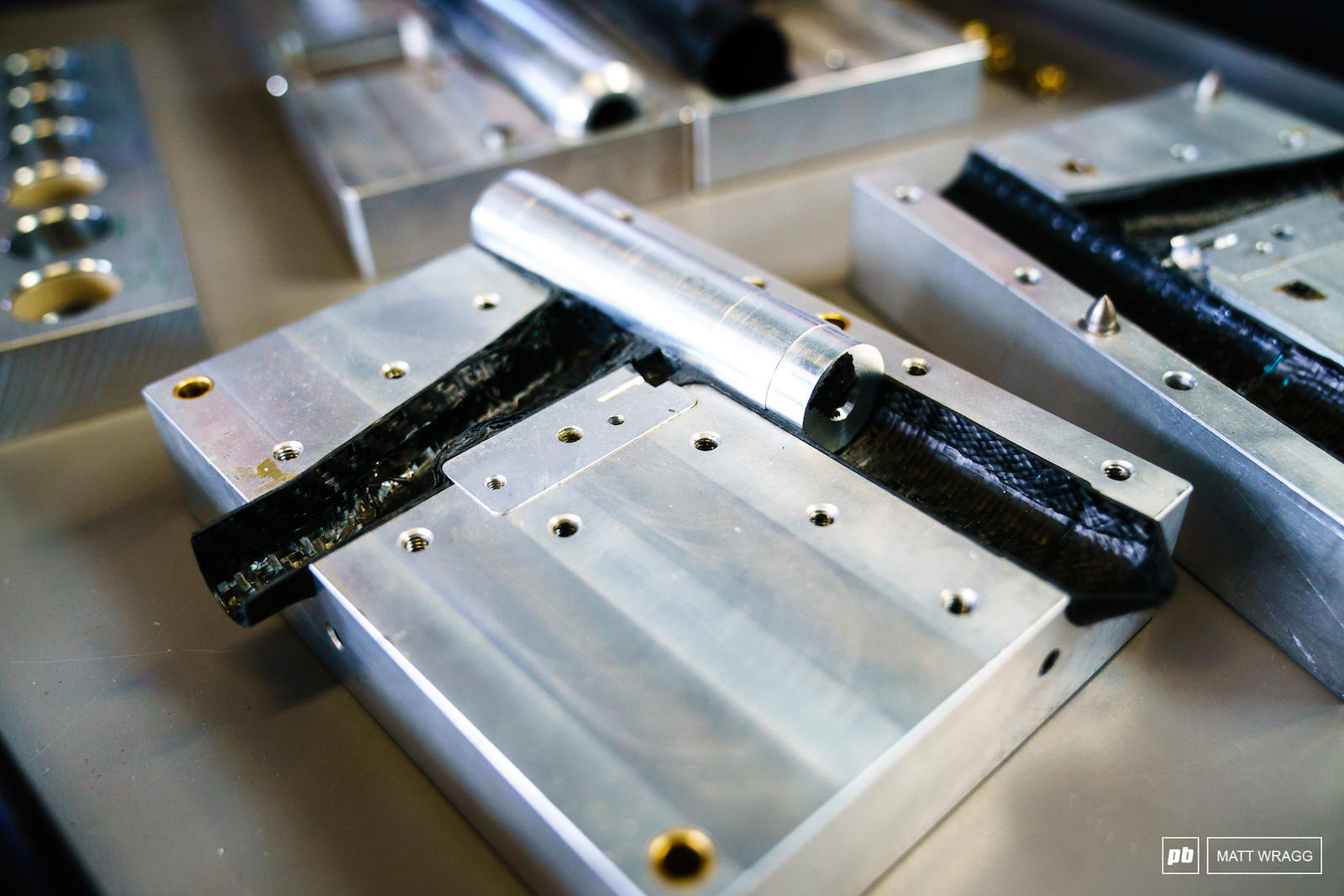
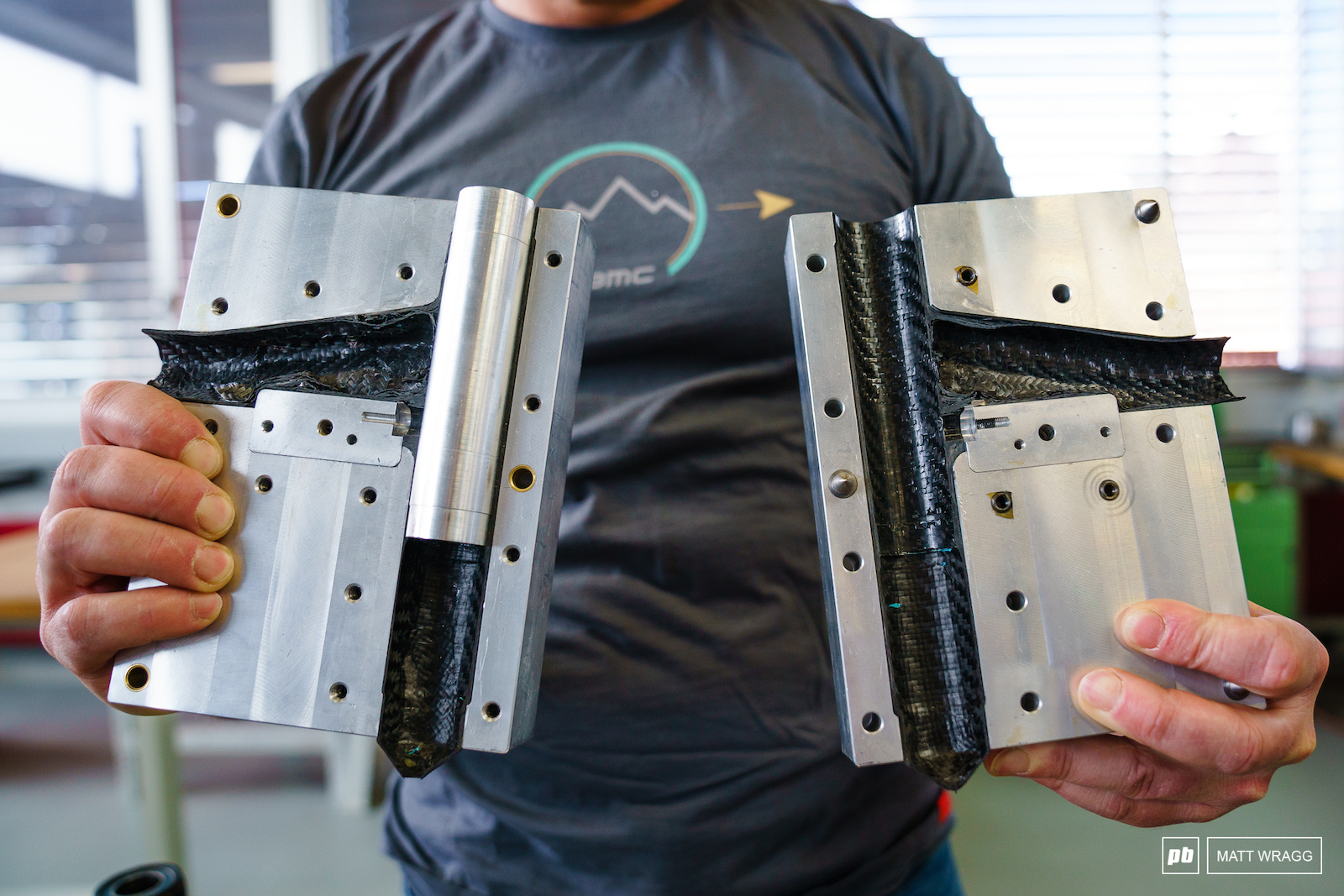
One of the big challenges for the Trail Sync system is the tolerances required - because the seatpost is integrated, the bushings for the post sit directly in the frame so they needed to perfect their tolerances down to 0.05mm. To achieve this they had to use a special metal piece to lay the seatpost around, where the rest of the frame uses a standard inflatable bladder which cannot provide such precise tolerances. The mould for the seat tube took around 4 hours in the CNC machine to produce, where a full frame mould could take a couple of weeks.




For their prototypes Angelo has an extensive in-house materials store. Most of the time he works with 7000 series aluminium, mainly because it is what he knows best and has stockpiled a fair bit in the lab. That is a big barrier-breaker for their development process because they already have the materials here to get started with something, it makes the decision to try something that little bit easier.




In this freezer, kept at a constant -18 degrees Centigrade, is their impregnated carbon store. Once they are ready, Stefan and his team will put together the layup themselves. Just around the corner their old resin transfer moulding (RTM) and carbon braiding machines lay idle. They are a testament to the pace of carbon development - by the time BMC had really worked out how to get the best out of those techniques, the technology passed out of date.


This is a really good example of the kind of project they are free to experiment with. For a long time, BMC has used vertically-mounted shocks on their mountain bikes and they were curious to see how a horizontally-mounted shock would change the performance. They took an existing frame, glued on the top tube mount and machined a custom link to drive the linkage. They rode the frame for a while and came to the conclusion that it was not a direction they wanted to pursue.

This BMX frame was created in this lab for Roger Rinderknecht for the 2012 Olympics - he specifically requested the chainstays that measure a vast (for a 20" BMX) 430mm.





Peter was very curious about the Pinion gearbox. Once they had finished their flagship eMTB, the Trailfox Amp, they popped the motor out and machined a custom cradle to mount the Pinion gearbox on it. This bike then got the hell thrashed out of it so they could make up their minds about the system, really understand the benefits and the drawbacks of a gearbox - they decided that for now it is not something that is likely to make it into their range.

Angelo's height-adjustable stem is maybe the most out-there thing in the lab. He had an idea that he wanted to be able to change his stem height so he could optimise it for both climbing and descending. This really exemplifies the risks they are willing to take. Talking to Stefan about this, he admits that he does still have to keep an eye on sensible things like budgets and production timelines, he cannot simply let the guys try anything and everything, but having this facility in Grenchen removes obstacles so much that they can take far more risks than most. For instance, if one of his team really wants to try an idea, they are relatively free to experiment outside their core work hours because they have all the machines and materials already in-house, so if it becomes mainly a question of time they can add that in themselves. Over the years he has also discovered that even when a project or idea doesn't work as they hope it will, there is still a lot to learn and it may become useful in the future. With Angelo's stem here, it is fair to say that it probably won't see production, but you should not be surprised to see some element or idea from this pop up in BMC's range somewhere in the future.
MENTIONS: @
Author Info:

Must Read This Week
the e-mtb was simply a chassis to test the pinion on. they never said it was swappable. nor designed as such.
What happened to that bike!??
Not that I'd buy from an e-moped company anyway.