Grips may be one of the least talked about components on a bike, but often times are one of the most critical. As a vital point of contact that, for many athletes, can mean the difference between a good day of shredding or a trip to the hospital. But these small cylinders of rubber actually take some pretty extensive manufacturing with some high tech machinery. We spent a morning at ODI in Riverside, CA, to get an idea of what goes into the brand's widely respected grip designs. As the brand's manufacturing, sales, and marketing headquarters, the new facility proves just what is possible with the right mindset and resources.
Not Just Grips Though grips for bikes and motorcycles are a big portion of ODI's manufacturing there is a lot more taking place in the company's huge facility in Riverside. ODI's parent company, Edge Plastics, manufactures everything from POP promotional systems to pool filtration systems and airline meal trays. Many companies choose to work with Edge Plastics after having issues with overseas production or to help speed up lead times and quality. Edge prides itself on very stringent manufacturing standards which can be especially important in many safety items, like pool drains, the facility produces. A new state of the art facility has helped to improve these quality standards by creating an extremely efficient system.
As we toured the facility production was in full swing. A 100-meter long aisle was filled with plastic production machines popping out an amazing number of various products with a multitude of uses. One station was producing pool drains, another plastic pieces to protect a horse's hooves, while another was stamping out meal trays for Alaskan Airlines. Edge Plastics really understands the benefits of diversification and it is an amazing sight.
Made in the USAOpening in the early 80's under the name Ornate Design Incorporated, the brand began with the original mushroom BMX grips and Boogey Boards. ODI was the first brand to introduce a lock-on style grip in late 1998 because of safety concerns with unexpected grip slippage and time constraints with grip installation. As technology has progressed, so have the brand's grips. Creating high quality grips is not an easy task despite all development being done in-house, but ODI is able to keep a close eye on quality and production.
Most steps of ODI's production process are done in-house. Tooling for each grip design is machined in the company's tooling room where each grip cavity is CNC'd with extreme precision. Subtle intricacies are of the utmost importance when it comes to these cavities, as little flaws will resonate through an entire grip line. Given just how intricate some of the grip designs are it's amazing watching as machinists meticulously craft a grip's unique contours.
 | We pride ourselves on doing everything in-house from mold construction to packaging. Our facility focuses on keeping manufacturing and production all in the US which allows us to keep quality standards high and make important changes as needed. That is something most companies these days can't do. - Colby Young, Bike Brand Manager at ODI |
Working with top level riders and a variety of athlete influenced brands allows ODI to continue to improve their products with a good amount of rider input. With their California based manufacturing they are able to work closely through prototyping, development and production. During our visit, World Cup DH racer, Aaron Gwin was in house working with product managers on his signature grip. Gwin has been working closely with ODI to develop a grip that will actually be his own. Rather than just taking a random grip design and slapping Gwin's name on it, ODI has made a huge investment in his knowledge and podium based race career.
ODI has developed a huge array of grips, with many brand signature options, but very few athlete signature models.
The Gwin grip (yet to be named) is the brand's first since the John Tomac signature attack grip in the mid-90's. This dedication to Gwin and US racing is a very meaningful relationship that stems deeply in ODI's commitment patriotism. "
We feel Gwin is a great asset to us as a brand and we want to help him succeed as a US rider." explains Colby Young "
He has had such a strong showing on the World Cup, we want to help him succeed and we are behind him 100%".
| I was really excited about this project, because ODI wanted me to actually give a lot of input in the grip's design and construction. I really want to design something that I will race and train on all the time. I want it to be my personal grip that other riders can purchase. - Aaron Gwin, ODI sponsored Downhill Racer |
 | With a huge custom US manufacturing facility, ODI is devoted to immense product quality produced in a quality work environment right in the US. After spending a significant amount of time on ODI's industry changing lock-on grips, it is apparent the brand's stringent quality standards and development work. Supporting a brand like ODI is easy, since we all need grips, but understanding the greater implications of the brand's philosophy is what makes their products even more unique. In an age based around cheap production, even cheaper labor and diminishing quality, all in the name of business, ODI understands the value of quality. - J. Carr |


 All of ODI's grip manufacturing and moulds are made in-house giving the brand the ability to watch quality and efficiency closely.
All of ODI's grip manufacturing and moulds are made in-house giving the brand the ability to watch quality and efficiency closely. 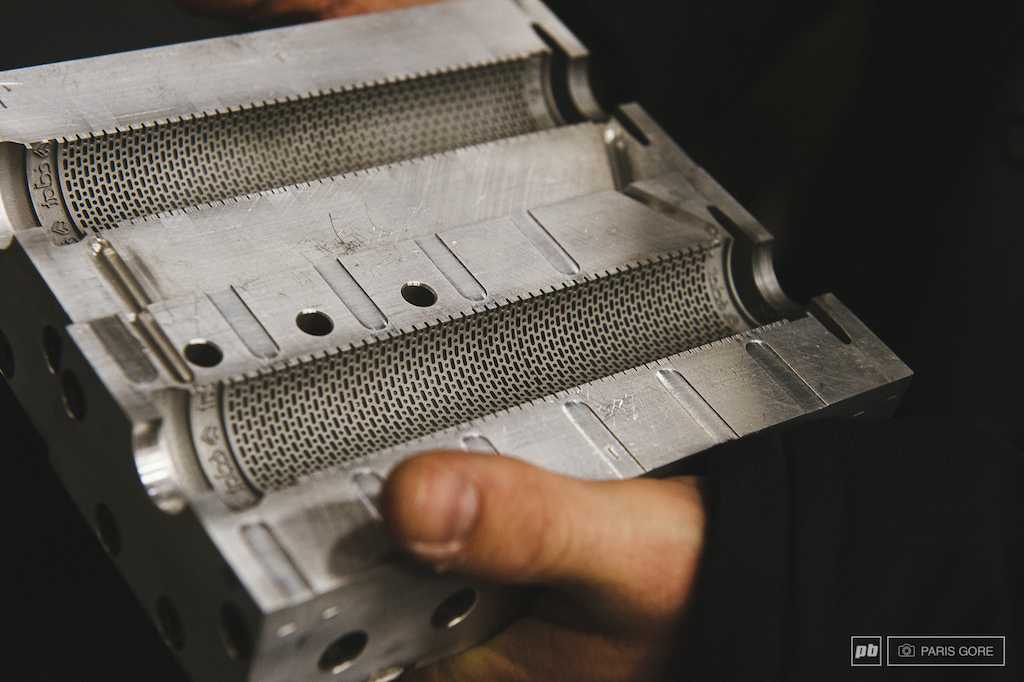








will only ever run ODI lock-on grips on my mountain bikes, have tried other a number of other brands, but quickly gone back to ODI
you really need to get a grip on yourself...
they were awesome.
You would think a thinner grip is easier to hold on to. Powerlifters use fat handles on dumbells and barbells when training because is makes them a hell of a lot harder to hold onto and forces your grip strength to increase. Fatter grips on bikes will probably transfer less vibrations through to your hand though - which may mean you suffer less from fatique/arm pump?
My powerlifting buddies use them. One of my friends can do a one arm pull up hanging from one.
So good to see a company supporting it's own country's economy and not outsourcing too, ODI's lock on grips are the best mtb invention since the wheel!
If ODI had the money, they could buy up one of those $500k 5 axis metal deposition printers and just print the molds out out of any metal they see fit.
I was told they cast the metal mold around a positive, then cut the mold in 2 with an EDM wire to get the positive out of the mold. Not sure if what I heard was correct, but sounds cool. Does anyone know about that process? I'm curious what the positive would be made out of.
99% of ALL MOLDS are definitely milled on a CNC Vertical Machining Center (VMC) or as we all know "a mill". This would need a 5 axis VMC or a multitasking machine with a B axis contouring head. Since ODI has USA Pride and needing to cut cost, I'd bet their using a Haas (made in USA) VF2ss with a trunnion table, which the trunnion makes it a 5 axis. Any VMC making molds is a good quality CNC. But,these grips don't require a high surface finish quality I can even see that it's a surface finish no greater than 12-14, unlike ie; Audi headlight molds (which Audi uses DMG machines) need to be Very smooth. So you can get away with a lower quality CNC to make these because the machine won't need to have as high as a precision or tolerance. A mint used Haas VF2ss with Trunnion would be btwn $70-100k, new $130-140k. Audi uses mills that run $700k-1mm. A VF2 is 30" in the X axis and 16" in the Y" and about 16" in the Z. The trunnion is a add on that sits on top of the table and gives it the 4th & 5th axis.
I think the moulds need to be machined out of tool steel. Expensive and time consuming.
Those signature grips with their low flange would have made great mountain bike grips. Too bad they don't make an updated Mushroom mtb grip based on those models. I don't need the signatures now, but a good set of Mushrooms would be awesome.
And yes, 2hrs of actual machining cut time, not 3-5 days like you mentioned. I bet you haven't seen how fast the latest machines are. There's not that much machining to it. Here's a link to Watch the machines I sell in action making a mold for a moto x helmet, it only took 6hrs and it has 100x more detail www.youtube.com/watch?v=RnIvhlKT7SY
I always like seeing well presented factory articles. I've got to say though, I've never really been impressed by ODI's innovation. When I think grips, I always think Ergon.
I have RSI in my wrists and I haven't been able to enjoy a ride with a regular round grip for a long time. So I use the broad palm supports that actually fit the shape of my hand and spread the load. To me, that's innovation.
Producing an endless variation of colors and treads that really don't do anything except rub off after a few months really doesn't scream "innovation" to me. At least not "good" innovation.
domestic manufacturing is the future for high-tech and speciality suppliers, especially once rising fuel (shipping) costs and rising labour (wage) costs are added to the equation; these costs will re-balance the difference between off-shore and domestic manufacturing.
for the "mass market" its still cheaper (and often the only realistic option) to use off-shore, but as companies like ODI (US) and Hope (UK) have shown, there are consumers willing to pay a relative premium for products from a switched-on and competitive domestic manufacturer
unfortunately there are too many companies that are either unwilling to invest in the overheads (risk) of starting a domestic manufacturing plant, or prefer to maximise profits by using off-shore manufacturing - these companies are commonly known as "design / marketeers" because their end involvement is designing the products on a computer, marketing the products and arranging end transfer through a distributor to retailers. This allows maximum profits!
if you step outside the bicycle industry and look at the off-shore "manufacturing" costs of current generation video game system, available information says X Box One costs only $14 in labour assembly (hardware cost $457)
Sorry, did you really just write that? Tell me something - when you see a $1-500 dollar bike at Walmart or on Amazon, where do you suppose it's made? There is absolutely a relationship between low cost manufacturing and low cost goods for the consumer.
And the Made In USA is important to me, so keep it there!
As it is, you could also look at it like it's $20k per grip model design. If you had 3 sizes of each grip design (need 3 molds now), it's now $60k per grip design & now you'll be splitting the sales of that grip design between 3 models, making it a harder/longer process to cover your overhead for the molds in the first place let alone make profit.
@thchris- yes. 20k. easy. lotta machine work getting a single mold made.
20k is the cost of the complete mold or only the insert? i don't think insert for a mold would cost 20k...
@SwayyD43: "National pride is the easiest pride to have, because it hides the inability of the one" To quote a wise man whos name I unfortunately forgot.
@Gnarbar: thanks for replying seriously, proofs that you are canadian, not from the states